
こんにちは、切粉ラボ運営者のMakaです。ハイトゲージの目盛りの読み方でつまずくと、「本尺はどこを見るの?」「バーニヤ目盛はどの線が合っているの?」「デジタル表示なら本当にそのまま読めばいいの?」と不安になりますよね。
ハイトゲージの使い方は、ただ目盛りを読むだけではなく、ゼロ合わせ、定盤とベースの清掃、スクライバの当て方、測定方向、測定力まで含めて考えるのが大事です。特に製造現場では、バーニヤ式、ダイヤル式、デジタル式、ABSとINC、分解能、校正、ブロックゲージでの確認、測定誤差の原因まで押さえておくと、読み間違いをかなり減らせます。
この記事では、ハイトゲージの目盛りの読み方を、現場で実際に使う流れに沿って整理します。初めてハイトゲージを触るあなたでも、測定前の準備から読み取り、記録、誤差対策、校正周期の考え方まで一通り理解できるようにまとめていきます。
ハイトゲージの目盛りの読み方
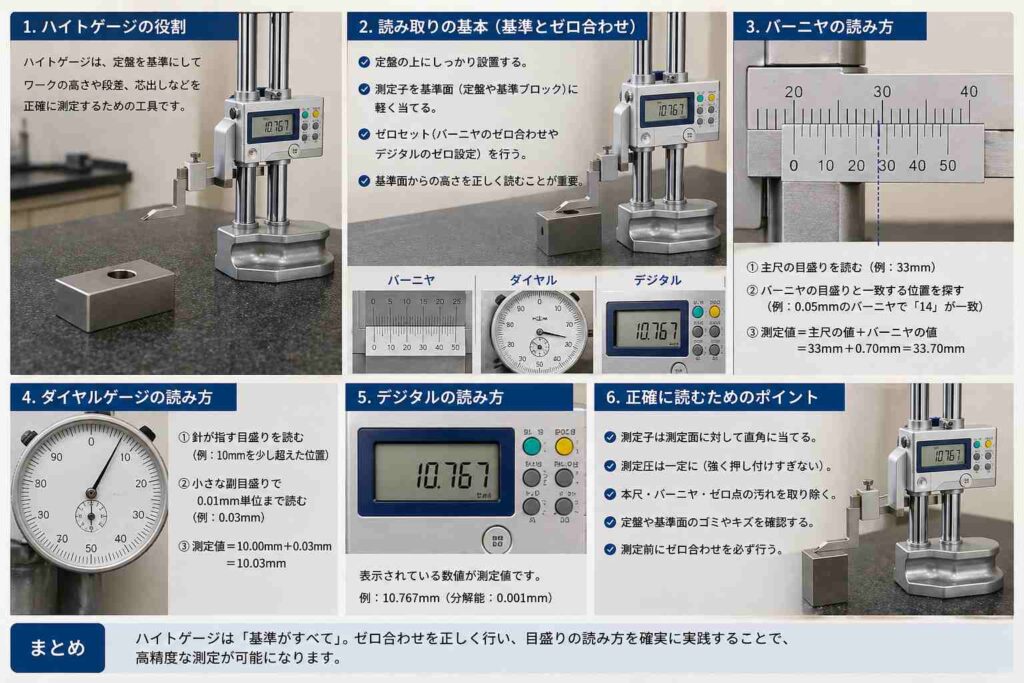
まずは、ハイトゲージという測定工具の役割と、目盛りを読む前に押さえておきたい基本から整理します。ハイトゲージは定盤を基準に高さを読む工具なので、読み方だけを覚えても、基準面やゼロ合わせがズレていると正しい値にはなりません。ここでは、使い方、ゼロ合わせ、バーニヤ・ダイヤル・デジタルの読み方まで順番に見ていきます。
ハイトゲージの使い方
ハイトゲージは、定盤を基準面として高さ寸法、段差、穴位置、ケガキ位置などを確認するための測定工具です。ベースを定盤の上に置き、支柱に沿ってスライダを上下させ、スクライバや測定子をワークに当てて高さを読み取ります。金型、治具、機械部品、板金部品、切削加工品など、製造現場ではかなり出番の多い工具ですよ。
ハイトゲージの使い方でまず押さえたいのは、ハイトゲージ単体ではなく、定盤とセットで精度が決まるという点です。ハイトゲージはベース底面を基準にしているので、定盤が汚れていたり、ベース裏面に切粉が付いていたり、ワーク側にバリが残っていたりすると、その時点で正しい測定が難しくなります。目盛りを読む前に、測れる状態を作る。ここが最初のポイントです。
基本の作業順序

基本の流れは、清掃、外観確認、ゼロ合わせ、測定位置への移動、接触、読み取り、記録です。特に清掃は軽く見られがちですが、切粉、研磨粉、油膜、クーラント、バリの影響は想像以上に大きいです。例えばベース裏面に小さなゴミが挟まると、ベース全体がわずかに傾きます。その状態で高さを読めば、どれだけ目盛りを正しく読んでも、測定値そのものがズレてしまいます。
ハイトゲージの使い方の基本は、清掃、ゼロ合わせ、測定、読み取り、記録の順番です。目盛りを読む操作だけでなく、測る前の状態づくりまで含めて測定と考えると、現場でのバラつきが減ります。
測定するときは、スクライバをワークに強く押し付けないようにします。強く当てれば正確に測れる気がするかもしれませんが、実際は逆です。過大な測定力をかけると、スクライバがたわんだり、スライダに余計な力が入ったり、ベースが定盤からわずかに浮いたりする場合があります。特にスクライバの突き出し量が大きいと、てこのように力の影響が増えます。ここ、地味ですが大事です。
また、ハイトゲージは測定だけでなくケガキにも使えます。ただし、測定用として使う場合とケガキ用として使う場合では、スクライバへの力のかけ方が変わります。測定では軽く一定の接触、ケガキでは線を引くための押し付けが必要になります。同じ工具でも目的が違えば扱いも変わるので、測定前にはスクライバ先端の摩耗や傷も確認しておきましょう。
| 作業工程 | やること | 現場での注意点 |
|---|---|---|
| 清掃 | 定盤、ベース裏面、スクライバ、ワークを拭く | 切粉・油・バリを残さない |
| ゼロ合わせ | 定盤または基準器で0を確認する | 測定前に毎回確認する |
| 測定 | スクライバをワークに軽く当てる | 強く押し付けない |
| 読み取り | 方式に合わせて目盛りや表示を読む | 真正面から確認する |
| 記録 | 測定値、基準、モード、条件を残す | 後から再現できる形にする |
ハイトゲージはノギスと同じように本尺と副尺を読むタイプもあります。バーニヤ目盛の考え方を先に押さえたい場合は、切粉ラボ内のノギスの目盛りの読み方を完全解説もあわせて読むと理解しやすいかなと思います。ハイトゲージ特有の注意点は定盤基準ですが、目盛りの読み取りの考え方は共通する部分が多いですよ。
最後に、ハイトゲージを動かすときは支柱だけを持って持ち上げたり、スライダを無理に動かしたりしないようにしましょう。支柱やスライダに余計な負荷をかけると、直角度や動きのなめらかさに影響することがあります。測定工具は「壊れていないように見えるけど、値がズレる」という状態が一番やっかいです。丁寧に扱うことも、読み方の一部だと思っておくといいですね。
ハイトゲージのゼロ合わせ
ハイトゲージのゼロ合わせは、測定値の出発点を決める作業です。ハイトゲージは定盤を基準に高さを読む工具なので、どこを0とするかが曖昧なまま測ると、測定値の意味がブレます。ここを適当にしてしまうと、その後にバーニヤ目盛を正確に読んでも、ダイヤルを丁寧に見ても、デジタル表示をそのまま記録しても、結果として正しい測定にはなりません。
基本的なゼロ合わせは、スクライバの測定面を定盤に軽く接触させて行います。バーニヤ式なら本尺の0と副尺の0が一致しているかを見ます。ダイヤル式なら針が0を指しているかを確認します。デジタル式なら表示が0.00になっているか、またはZEROやORIGIN操作で基準を設定します。ここで大切なのは、ゼロを合わせた場所と、実際に測る基準が同じ意味になっているかです。
定盤基準とブロックゲージ基準
定盤を0にしてワークの高さを測る場合は、定盤基準の絶対測定になります。一方、ブロックゲージや基準ワークを使って0を合わせる場合は、その基準からの差を読む比較測定になります。どちらが正しいという話ではなく、目的によって使い分けるのが大事です。図面寸法そのものを読みたいのか、基準品との差だけを見たいのかで、ゼロ合わせの意味が変わります。
ゼロ合わせと校正は別物です。ゼロ合わせは使用前の基準設定で、校正は標準器との関係を確認する精度保証の作業です。ゼロが合っているから校正済み、とは言えません。
ブロックゲージを使う場合は、定盤上に既知寸法のブロックゲージを置き、その上面にスクライバを当てて表示値を確認します。例えば50mmのブロックゲージに当てて50.00mm付近を示すかを見ることで、ゼロ付近だけでなく実用域での大まかな確認ができます。ただし、これは日常点検の考え方です。正式な校正では、校正方法、使用標準器、環境条件、不確かさ、記録方法などをきちんと管理する必要があります。
ゼロ合わせで見落としやすいのが、接触方向です。上から降ろして合わせるのか、下から上げて合わせるのかで、機構のガタや摩擦の影響が出ることがあります。特にアナログ式やダイヤル式では、測定方向を混ぜると微妙に値が変わる場合があります。現場では、基本的に同じ方向から接近するルールを決めておくと安定します。多くの作業では、下側からゆっくり近づけて接触させる方が管理しやすいかなと思います。
| ゼロ合わせ方法 | 使う場面 | 注意点 |
|---|---|---|
| 定盤で0合わせ | 高さ寸法を絶対値で測る | 定盤とスクライバ面を清掃する |
| ブロックゲージで確認 | 既知寸法で指示値を見る | 日常点検と正式校正を混同しない |
| 基準ワークで0合わせ | 量産品の差を比較する | 絶対寸法として記録しない |
| デジタルのZERO設定 | 任意位置を0にする | ABSとINCを確認する |
ゼロ合わせのあとにもう一度確認したいのが、クランプ操作です。スライダを固定した瞬間にわずかに値が動くことがあります。固定前は0だったのに、固定後に0.01mmや0.02mmずれるようなケースですね。細かい公差を見る作業では、クランプ後の値も必ず確認してください。ここを省くと、作業者によって測定値が変わりやすくなります。
ゼロ合わせは「一度やったら終わり」ではありません。測定中にハイトゲージを移動した、定盤上に切粉が出た、スクライバを交換した、デジタル表示のモードを切り替えた、ワークを強く当ててしまった。こうしたタイミングでは、もう一度ゼロを確認した方が安全です。測定の信頼性は、ゼロの信頼性から始まりますよ。
バーニヤ目盛の読み方
バーニヤ式ハイトゲージは、本尺目盛と副尺、つまりバーニヤ目盛を組み合わせて読みます。初めて見ると線が多くてややこしく感じますが、考え方はシンプルです。本尺で大まかな値を読み、副尺で端数を読む。この2段階で見れば大丈夫です。ここ、最初は誰でも迷いやすいところです。
まず見るのは、副尺の0の位置です。副尺の0が本尺のどの目盛りを超えているかを確認します。例えば副尺の0が本尺の81mmを少し超えていて、82mmには届いていないなら、本尺の粗読みは81mmです。この時点では端数を読まず、「何mmを超えているか」だけを見ます。ここで82mmと読み間違えると、あとで副尺を正しく読んでも1mmズレます。
副尺の合致線を探す
次に、本尺の線と副尺の線が最もきれいに一致している場所を探します。この一致している副尺の目盛りが端数になります。0.05mm読みの機種なら、副尺1目盛が0.05mm相当です。0.02mm読みの機種なら、副尺1目盛が0.02mm相当です。たとえば0.05mm読みで副尺の9本目が一致していれば、9×0.05mmで0.45mmです。本尺81mmに0.45mmを足して、81.45mmと読みます。
代表的なバーニヤ式では、最小読取値が0.05mmや0.02mmの機種があります。どちらの機種を使っているかで副尺1目盛の意味が変わるので、読み始める前に機種の最小読取値を確認しておくと安心です。
バーニヤ目盛で大切なのは、ぴったり一致している線を探すことです。ただし、現実には「これかな?こっちかな?」と迷うことがあります。特に目盛りが汚れている、照明が暗い、目の角度が斜め、目盛り線が摩耗している、という条件では判断が難しくなります。迷ったときは無理に決めず、目盛りを拭く、姿勢を変える、正面から見る、明るい位置で読む、もう一度接触し直す。このひと手間がかなり効きます。
バーニヤ式では視差が大きな敵です。目盛り面に対して斜めから見ると、本尺線と副尺線の位置関係がズレて見えます。0.05mm読みならまだ判断しやすいこともありますが、0.02mm読みになると視差の影響がかなり気になります。バーニヤ式は目盛りの真正面から読む。これは基本中の基本です。
| 読み取り手順 | 見る場所 | 判断ポイント |
|---|---|---|
| 本尺を読む | 副尺0の左側の本尺目盛 | 何mmを超えているかを見る |
| 副尺を読む | 本尺線と一致する副尺線 | 最も線が重なる位置を探す |
| 加算する | 本尺値+副尺値 | 機種の最小読取値で計算する |
| 再確認する | 目盛り全体 | 視差や読み飛ばしがないか見る |
もうひとつ注意したいのが、読み取り値と測定条件を分けて考えることです。バーニヤ目盛を正しく読めても、ゼロ合わせがズレていれば正しい測定値にはなりません。スクライバを強く押し付けていたり、ワークにバリがあったりしても同じです。バーニヤ式は電源不要で構造がシンプルな反面、読み手のクセが出やすい工具です。だからこそ、読む人が変わっても同じ値になるように、手順を標準化しておくといいですね。
新人教育では、いきなり実ワークを測らせるより、ブロックゲージや高さがわかっているマスターで練習するのがおすすめです。正解値がある状態で読む練習をすると、自分がどの線を合致線として見ているのか、視差でどのくらいズレるのかが分かります。バーニヤ目盛は慣れが大きいので、最初はゆっくり、確実に読む方が上達が早いですよ。
ダイヤル目盛の読み方

ダイヤル式ハイトゲージは、本尺目盛とダイヤル目盛を組み合わせて読むタイプです。バーニヤ式よりも端数が針で見えるので直感的ですが、その分「ダイヤルだけ見ればいい」と勘違いしやすいです。実際には、本尺の読みとダイヤルの読みを合算する必要があります。
読み方の流れは、まず本尺でmm単位の位置を確認し、そのあとダイヤルで端数を読みます。一般的な説明では、ダイヤル1回転が1mm、目量が0.01mmまたは0.02mmというように扱われることがあります。ただし、機種によって仕様は異なります。作業前に、使用しているハイトゲージのダイヤル1回転が何mm相当なのか、目量はいくつなのかを確認してください。
本尺の読み落としに注意
ダイヤル式でよくあるミスは、本尺側の読み落としです。針が0.35mmを示しているから0.35mmだと思ってしまう、というようなミスですね。実際には、本尺で100mmを超えていてダイヤルが0.35mmなら100.35mmです。本尺が101mmを超えていれば101.35mmになります。端数だけを見ると、1mm単位の大きなミスにつながります。
ダイヤル式では、ダイヤルだけを見て判断しないことが重要です。本尺の読みを確認せずにダイヤルの端数だけを見ると、1回転分の読み落としが起きることがあります。
また、ダイヤル式では針の戻りや歯車のガタにも注意が必要です。上から下へ近づけたときと、下から上へ近づけたときで、わずかに針の位置が変わることがあります。これは測定方向や機構の遊びによるものです。できるだけ同じ方向から接触させる、接触後に無理に押し込まない、必要に応じて微動送りを使う、という扱いが大切になります。
クランプ操作も見落とせません。スライダを固定するときに、針がわずかに動くことがあります。特に、固定ねじを強く締めすぎたり、締める方向に力が偏ったりすると、測定子の位置が変わることがあります。細かい寸法を読む場合は、固定前に値を見て、固定後にももう一度値を見る。この確認を習慣にすると、測定ミスを減らせます。
| 確認項目 | 内容 | ミスした場合 |
|---|---|---|
| 本尺 | mm単位の大きな値を読む | 1mm単位で読み違える |
| ダイヤル | 端数を読む | 0.01mmや0.02mm単位でズレる |
| 回転数 | ダイヤルが何回転分進んだか見る | 大きな読み落としになる |
| クランプ後 | 固定後の針位置を確認する | 固定時の値ズレを見逃す |
ダイヤル式の良いところは、比較測定で変化が見やすいことです。基準高さに合わせて0にして、そこからどれだけ高いか低いかを見るような使い方では、針の動きで直感的に判断できます。量産品の段差確認や、加工後の高さのばらつきを見るときには便利です。ただし、比較測定をしている値を絶対寸法と混同しないよう、記録には基準名やゼロ位置を残しましょう。
ダイヤル式は、デジタル式ほどモード管理に気を使わなくてよい反面、機械的な状態の影響を受けやすい面があります。針の動きが重い、戻りが悪い、途中で引っかかる、同じ高さを測っても値が安定しない。こうした症状がある場合は、無理に使い続けず、点検や校正に回した方がいいです。測定工具は「なんとなく使える」状態で使うのが一番危ないですよ。
デジタル表示の読み方

デジタル式ハイトゲージは、液晶に表示された数値を読むタイプです。表示値がそのまま出るので、バーニヤ式やダイヤル式より読み取りミスは少なく見えます。ただし、デジタル式にはデジタル式の落とし穴があります。それが、表示値の意味を間違えることです。ここ、けっこう現場で起きます。
デジタル表示を読む前に確認することは、単位、ゼロ位置、ABS/INC、表示の安定、電池残量です。mm表示なのか、inch表示に切り替わっていないか。ゼロはどこで取ったのか。ABS基準なのかINC基準なのか。表示がちらついていないか。電池マークが出ていないか。このあたりを見ずに数値だけ記録すると、あとで「この値は何基準?」となりやすいです。
表示値をそのまま信用しすぎない
デジタル式では、多くの機種で0.01mm単位の表示が使われます。表示が細かいと、ものすごく精密に測れている気がしますよね。でも、最小表示量が0.01mmだからといって、必ず0.01mmの精度で測れるわけではありません。測定精度には、本体の指示誤差、定盤の状態、測定力、ワークの面状態、温度、スクライバの突き出し、校正状態などが関係します。
例えば、定盤に切粉が付いたまま測っているのに表示だけ0.01mm単位で読んでも、その値に意味はありません。ワークにバリが残っている場合も同じです。デジタル式は数値が出るぶん、読み取り作業が簡単になったように感じますが、測定条件が悪ければ表示値は簡単にズレます。だからこそ、デジタル式ほど測定前の清掃とゼロ確認が重要になります。
デジタル式では、表示値、単位、ABS/INC、ゼロ基準をセットで確認します。表示値だけをメモするのではなく、どの基準からの値なのかまで記録するのが現場向きです。
デジタル式では、スライダを速く動かしすぎることにも注意します。電子スケールが移動量を読み取って表示するため、急に動かすと表示が追従できなかったり、エラー表示が出たりすることがあります。測定時はゆっくり近づけ、接触後に表示が落ち着いてから読みます。焦って読むと、最後の1桁が安定していない状態で記録してしまうこともあります。
| 確認項目 | チェック内容 | 確認しないと起きること |
|---|---|---|
| 単位 | mm表示になっているか | 単位違いの記録ミス |
| ゼロ位置 | どこで0を取ったか | 基準の意味を誤る |
| ABS/INC | 絶対値か比較値か | 寸法値と差分値を混同する |
| 表示安定 | 数値が落ち着いているか | 不安定な値を記録する |
| 電池 | 残量低下表示がないか | 表示不良や誤作動につながる |
デジタル式の便利な点は、比較測定や差分測定に強いことです。基準ワークに当ててゼロ設定し、次のワークを測ることで、高いか低いかをすぐ確認できます。量産加工の現場ではかなり便利ですよ。ただし、便利な機能ほど記録ミスも起きやすいです。特に検査成績書に転記する場合は、ABS値なのかINC値なのかを必ず確認しましょう。
また、デジタル式は電気的な工具でもあるので、保管環境にも注意が必要です。湿気、切削油、クーラント、強い衝撃、電池液漏れなどはトラブルの原因になります。使用後は汚れを拭き取り、必要に応じて防錆し、専用ケースや測定器棚に保管します。測定工具は「使うとき」だけでなく「しまうとき」も精度管理の一部です。
ABSとINCの違い
ハイトゲージのデジタル表示で出てくるABSとINCは、測定値の基準が違います。ABSは絶対測定、INCは比較測定と考えると分かりやすいです。どちらも便利な機能ですが、混同すると測定値の意味がまるごと変わります。ここ、デジタル式でかなり重要です。
ABSは、あらかじめ設定された原点や定盤基準からの高さを読むモードです。例えば、定盤を0.00mmとしてワーク上面までの高さを測る場合、ABSの値は「定盤から何mmか」を示します。図面に高さ寸法が指示されていて、その絶対寸法を確認したい場合はABSの考え方が基本になります。
INCは差を見るためのモード
INCは、任意の位置を一時的に0.00mmにして、そこからの差を読むモードです。例えば、基準ワークにスクライバを当ててINCで0にし、次に加工品を測って+0.03mmと出た場合、その加工品は基準ワークより0.03mm高い、という意味になります。量産品のばらつき確認や、基準品との差を見たいときにはとても便利です。
ただし、INCの値は「絶対高さ」ではありません。ここを間違えると、かなり危ないです。例えば、基準ワーク100.00mmに対してINCで0を取り、加工品が+0.02mmと表示された場合、その加工品の高さは100.02mmと考えられます。でも、表示されている+0.02mmだけを寸法として記録してしまうと、まったく意味が変わってしまいます。
| 表示モード | 基準 | 向いている使い方 | 注意点 |
|---|---|---|---|
| ABS | 定盤や原点からの絶対基準 | 高さ寸法の測定 | 原点設定がズレると全値がズレる |
| INC | 任意位置からの相対基準 | 基準ワークとの差の測定 | 絶対寸法と混同しない |
ABSとINCを取り違えると、読み方が合っていても記録値の意味がズレます。デジタル表示では、数値だけでなく、モードと基準を必ずセットで確認してください。
現場では、測定記録にABSまたはINC、基準にした面、基準ワーク名、ブロックゲージ寸法、使用アタッチメントなどを残すのがおすすめです。後から測定値を見返したとき、数値だけでは何を測ったのか分からないことがあります。特に不具合調査や顧客対応では、「どの基準で測った値か」がかなり重要になります。
ABSとINCを使い分けるコツは、作業前に測定目的を言葉にすることです。「この部品の絶対高さを知りたい」のか、「基準品との差だけ知りたい」のか。前者ならABS、後者ならINCが向いています。目的を決めずに測り始めると、途中でモードを切り替えたり、記録が混ざったりしてミスが増えます。
また、複数人で同じハイトゲージを使う現場では、前の作業者がINCで0を取ったままになっていることがあります。自分が使い始めるときは、必ずモードとゼロ基準を確認してください。「さっきまで使えていたから大丈夫」は測定では危ないです。デジタル式は便利な分、表示モードの確認を作業標準に入れておくと安心ですよ。
ハイトゲージの目盛りの読み方と注意点
ここからは、読み方を現場で安定させるための注意点を整理します。分解能が細かいハイトゲージを使っていても、ゼロ合わせ、視差、測定力、温度、清掃、校正の考え方がズレていると正しい測定にはなりません。ハイトゲージを品質管理で使うなら、目盛りの読み方とあわせて、誤差や校正の基本まで押さえておきましょう。
ハイトゲージの分解能
ハイトゲージの分解能は、どれだけ細かい差を読み分けられるかを示す考え方です。バーニヤ式なら最小読取値、デジタル式なら最小表示量と関係します。例えば、バーニヤ式で0.05mm読み、0.02mm読みの機種があり、デジタル式では0.01mm表示の機種がよく使われます。ただし、ここで一番大事なのは、分解能が高いことと精度が高いことは同じではないという点です。
分解能は、あくまで「どれくらい細かく読めるか」です。一方、精度や指示誤差は「どれくらい正しい値を示すか」に関係します。0.01mm単位で表示されるからといって、どんな状況でも0.01mmの信頼性で測定できるわけではありません。定盤の平面度、ベースの安定、スクライバの当て方、温度、ワークの面状態、測定者のクセ、校正状態などがすべて関わります。
分解能と最大許容誤差は分けて考える
製造現場では、分解能、最小読取値、最小表示量、最大許容誤差が混ざって使われることがあります。ここは分けて理解しておきたいところです。最小読取値はアナログ式で人が読み取れる最小単位、最小表示量はデジタル式で表示される最小単位、分解能は識別できる最小差、最大許容誤差は測定器として許される指示誤差の上限です。
| 項目 | 意味 | 現場での見方 |
|---|---|---|
| 最小読取値 | アナログ式で読める最小単位 | 0.05mm、0.02mmなど |
| 最小表示量 | デジタル表示の最小単位 | 0.01mm表示など |
| 分解能 | 識別できる最小差 | 細かく読める能力 |
| 最大許容誤差 | 許される指示誤差の範囲 | 精度判定で見る数値 |
例えば、公差が±0.05mmの部品を測る場合、0.01mm表示のデジタルハイトゲージは便利です。表示の桁数に余裕があるので、合否判定もしやすくなります。ただし、測定者による当て方のバラつきが大きかったり、定盤に汚れがあったり、ワークにバリが残っていたりすると、表示の細かさは活かせません。測定器の能力と測定作業の安定性はセットです。
分解能は測定器選定の大切な要素ですが、測定値の信頼性は分解能だけでは決まりません。読み方、接触条件、温度、清掃、校正状態まで含めて判断するのが現場向きです。
また、図面公差に対して測定器の分解能が粗すぎると、合否判定が不安定になります。逆に、必要以上に細かい表示の測定器を使っても、現場条件が追いつかなければ意味が薄くなります。大切なのは、図面要求、加工精度、測定環境、作業者の習熟度に合った測定方法を選ぶことです。
JISなどの規格情報を確認したい場合は、日本産業標準調査会のJIS検索で関連規格を閲覧できます。ハイトゲージや測定器の正式な規格確認が必要な場合は、日本産業標準調査会「JIS検索」を参照してください。なお、実際に管理値や合否基準を決める場合は、社内規格、顧客要求、使用機種の公式仕様を必ず優先してください。
数値データはあくまで一般的な目安です。特に品質保証や出荷検査に関わる測定では、「表示が細かいから大丈夫」ではなく、「その測定方法で公差判定に必要な信頼性があるか」を確認しましょう。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
ハイトゲージの誤差原因
ハイトゲージの誤差原因は、目盛りの読み間違いだけではありません。むしろ現場では、読み方以前の条件でズレていることが多いです。定盤やベースの汚れ、ゼロ未確認、測定力のかけすぎ、スクライバの突き出し過大、ワークのバリ、面粗さ、温度差、測定方向の違い、ABSとINCの取り違えなど、原因はかなり多いです。
一番最初に疑いたいのは、定盤とベース裏面の状態です。ハイトゲージはベースが定盤にぴったり接している前提で高さを読みます。ここに切粉やゴミが挟まると、ベースが浮いたり傾いたりします。すると、スクライバの高さが本来の位置からズレます。目盛りは正しく読めていても、測定姿勢がズレているので値は正しくありません。
視差と接触条件の影響
アナログ式で特に注意したいのが視差です。バーニヤ目盛や本尺目盛を斜めから読むと、線の重なり方が違って見えます。0.05mmや0.02mmの読み取りでは、目線の角度だけで判断が変わることがあります。必ず目盛り面の真正面から読み、照明が暗い場合は明るさを確保してください。老眼や疲れ目がある場合は、無理せず拡大鏡を使うのも現場的にはありです。
接触条件も大きな誤差要因です。スクライバをワークに軽く当てるのか、強く押し込むのかで値が変わることがあります。強く押すと、スクライバがたわむ、スライダに力がかかる、ベースが浮く、ワーク表面に食い込む、といったことが起きます。特にアルミや樹脂、薄肉部品、面粗さが大きい部品では影響が出やすいです。
最小読取値が細かくても、ゼロ未確認、視差、接触条件不統一があると、読み方以前の問題で値が崩れます。測定値が安定しないときは、目盛りより先に測定条件を疑ってください。
| 誤差原因 | 起きること | 対策 |
|---|---|---|
| 定盤・ベースの汚れ | ベースが浮く、傾く | 測定前に必ず清掃する |
| ゼロ未確認 | 基準がズレたまま測る | 測定前後でゼロを見る |
| 視差 | 目盛りを読み違える | 真正面から読む |
| 過大な測定力 | たわみや浮きが出る | 軽い一定力で当てる |
| ワークのバリ | 接触点が安定しない | バリ取りと清掃を行う |
| 温度差 | 熱膨張で寸法が変わる | 温度ならしを行う |
| ABS/INCの混同 | 値の意味を間違える | モードを記録する |
ワーク側の状態も見逃せません。加工直後の部品は熱を持っていることがあります。切削直後の熱いワークを測ると、冷えた後の寸法と違う場合があります。特に精密測定では、ワーク、ハイトゲージ、ブロックゲージ、定盤を測定環境になじませることが大切です。長さ測定では20℃が基準として扱われることが多いですが、現場では温度を完全にそろえるのが難しい場合もあります。その場合でも、少なくとも極端に熱い状態や冷たい状態で測らないようにしましょう。
デジタル式では、モードと電源まわりも誤差やミスの原因になります。ABSだと思っていたらINCだった、mmだと思っていたらinchだった、電池残量が少なく表示が不安定だった、スライダを速く動かしてエラーが出た。こうしたミスは「目盛りを読む」よりも「表示の前提を確認する」ことで防げます。
測定値が安定しないときは、同じ場所を3回ほど測ってみるのも有効です。毎回同じ値に近いなら読み取りは安定しています。毎回バラつくなら、接触条件、ワーク状態、ベースの安定、測定方向を見直します。測定器を疑う前に、まず測定作業を疑う。この順番が現場ではかなり大切ですよ。
ブロックゲージでの確認
ブロックゲージは、ハイトゲージのゼロ確認や指示値確認に使える代表的な基準器です。寸法が分かっているブロックゲージを定盤上に置き、その上面をハイトゲージで測ることで、表示値や目盛りの読みが大きくズレていないかを確認できます。日常点検としては、とても実用的な方法です。
例えば、50mmのブロックゲージを定盤に置いて測定し、ハイトゲージが50.00mm付近を示すかを確認します。100mmや150mmなど、実際によく使う高さでも確認すれば、ゼロ付近だけでなく実用域での状態も見やすくなります。ただし、ブロックゲージを使えば何でも正確に分かるわけではありません。ブロックゲージの等級、温度、密着状態、定盤の状態、スクライバの当て方で結果は変わります。
日常点検と正式校正を分ける
ブロックゲージを使った確認は、現場の日常点検として非常に便利です。でも、正式な校正とは意味が違います。日常点検は「今日使う前に大きな異常がないかを見る」作業です。正式な校正は、標準器との関係、測定条件、不確かさ、証明書、トレーサビリティを含めて管理する作業です。ここを混同すると、品質保証上の説明ができなくなることがあります。
ブロックゲージを使うときは、ゲージ面と定盤面をきれいにし、必要以上に強く押し付けないようにします。薄いゴミや油膜があるだけでも、確認値に影響することがあります。
ブロックゲージで確認するときは、ゲージ面を素手で触りすぎないことも大切です。手の温度や皮脂が影響する場合があります。精密に扱う場合は、清潔な手袋や専用の扱い方に従います。また、ブロックゲージを定盤上で引きずると、定盤やゲージ面を傷つける恐れがあります。置く、合わせる、測る、拭いて戻す。この基本を守りましょう。
| 確認内容 | 見るポイント | 注意点 |
|---|---|---|
| ゼロ付近 | 定盤で0が合うか | スクライバ面を清掃する |
| 中間高さ | 50mmや100mmで確認する | よく使う高さを選ぶ |
| 繰り返し性 | 同じ高さを複数回測る | 値のバラつきを見る |
| 記録 | 確認値と基準器を残す | 後から追える形にする |
ブロックゲージを使った確認で異常が出た場合は、すぐに調整して終わりにするのではなく、原因を切り分けます。定盤が汚れていないか、ベース裏面にゴミがないか、スクライバが摩耗していないか、測定方向が毎回同じか、ブロックゲージ自体が汚れていないか。ここを見ずにハイトゲージ本体だけを疑うと、原因を見誤ることがあります。
また、ブロックゲージで確認する高さは、実際に測る寸法に近い方が実用的です。普段300mm付近を測るのに、毎回50mmだけ確認していても、高さ全域の状態は見えにくいです。測定範囲に応じて、低い位置、中間、高い位置の複数点を見ると、より安心です。ただし、使用するブロックゲージの組み合わせが増えるほど扱いも難しくなるので、社内ルールとして現実的な点検方法を決めるといいですね。
品質保証や顧客提出用の判断に関わる場合は、自己流の確認だけで合否を決めないでください。正式な校正、社内規格、顧客要求、使用機種の仕様を確認する必要があります。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
ハイトゲージの校正周期
ハイトゲージの校正周期は、一律で「必ず何か月」と決まっているものではありません。使用頻度、使用環境、要求精度、過去の校正結果、落下や修理の有無、顧客要求、社内規格などをもとに決めます。ここ、意外と悩みますよね。現場では「とりあえず1年」とすることも多いですが、本来は使い方に合わせて決めるべきです。
一般的な目安としては、ライン常設で毎日使うハイトゲージなら6か月から1年程度、測定室で丁寧に使うものなら1年程度、低頻度で保管状態が良いものなら1年から2年程度で管理されることがあります。ただし、これはあくまで一般的な目安です。重要寸法の検査に使う場合や、顧客監査、ISO運用、社内品質保証で要求がある場合は、そのルールを優先してください。
校正と日常点検の役割
校正は、測定器の示す値と標準によって実現される値との関係を確認する作業です。つまり、標準器と比べてどのくらいズレているかを確認する行為です。一方、日常点検は、使用前に大きな異常がないかを見る作業です。清掃、外観確認、作動確認、ゼロ確認、ブロックゲージ確認などが日常点検に入ります。この2つはどちらも大事ですが、役割が違います。
| 運用条件 | 校正周期の一般的な目安 | 考え方 |
|---|---|---|
| ライン常設・高頻度使用 | 6か月から1年 | 汚れや衝撃リスクが大きい |
| 測定室での通常使用 | 1年 | 管理しやすい標準的な周期 |
| 低頻度使用・保管良好 | 1年から2年 | 使用前点検を強化する |
| 落下・修理・異常表示後 | 随時 | 定期周期を待たずに確認する |
落下させた、ぶつけた、動きが重くなった、同じワークを測っても値が安定しない、デジタル表示に異常が出る、ゼロが合いにくい。こうした場合は、定期校正の時期を待たずに点検や校正を検討してください。測定器の異常は、加工不良よりも後で気づくと厄介です。すでに測った製品の測定値まで疑う必要が出てきます。
ハイトゲージを落下させてしまった場合はすぐに確認しましょう!!
校正周期は「期間」だけで決めるのではなく、使用状況とリスクで決めるのが基本です。重要寸法を測る工具ほど、使用前点検と履歴管理をしっかり行いましょう。
校正管理では、校正証明書だけでなく、測定器番号、校正日、次回校正予定日、校正結果、判定、使用部署、保管場所、修理履歴などを記録しておくと管理しやすくなります。トレーサビリティが必要な現場では、どの標準に結び付いているかを説明できる状態が大切です。単に「校正済みシールが貼ってある」だけでは、十分な管理とは言えない場合があります。
また、校正結果を見て周期を見直すことも大切です。毎回ほとんどズレがなく、使用頻度も低く、保管状態も良いなら周期を延ばせる可能性があります。逆に、毎回限界値に近い、使用頻度が高い、現場環境が厳しい、過去に落下履歴があるなら、周期を短くした方が安全です。校正周期は固定ではなく、測定器の履歴を見ながら育てるものだと思ってください。
費用や品質保証に関わる判断になるため、校正周期や合否判定を決める際は慎重に扱ってください。数値はあくまで一般的な目安です。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
ハイトゲージの目盛りの読み方まとめ
ハイトゲージの目盛りの読み方は、方式ごとの特徴を押さえるとかなり分かりやすくなります。バーニヤ式なら本尺で大まかな値を読み、副尺の合致線で端数を読みます。ダイヤル式なら本尺でmm単位を読み、ダイヤルで端数を足します。デジタル式なら表示値を読みますが、単位、ゼロ基準、ABS/INCを必ず確認します。
ただし、この記事で一番伝えたいのは、目盛りを読む操作だけでは正しい測定にならないということです。ハイトゲージは定盤を基準にする測定工具です。定盤が汚れている、ベース裏面に切粉がある、スクライバを強く押し付けている、ワークにバリがある、ゼロ合わせをしていない。このような状態では、目盛りをどれだけ正確に読んでも測定値は信用しにくくなります。
読み方で迷ったときの確認順
読み方で迷ったら、まず測定前の状態に戻って確認しましょう。定盤とベースはきれいか、スクライバ先端に傷や汚れはないか、ワークの測定面にバリや油膜はないか、ゼロは合っているか、接触方向はそろっているか、クランプ後に値が動いていないか。こうした基本を見直すだけで、測定値が安定することは多いです。
ハイトゲージの目盛りの読み方で迷ったら、読み取り操作だけでなく、清掃、ゼロ、接触、方向、記録まで戻って確認してください。測定値の信頼性は、目盛りの細かさよりも測定条件の安定で決まることが多いです。
| 方式 | 読み方の基本 | 特に注意する点 |
|---|---|---|
| バーニヤ式 | 本尺値+副尺の合致値 | 視差と最小読取値 |
| ダイヤル式 | 本尺値+ダイヤル端数 | 本尺読み落としと回転数 |
| デジタル式 | 表示値を読む | ABS/INCとゼロ基準 |
分解能や最小表示量は、測定器を選ぶうえで大切な情報です。ただし、分解能が細かいほど必ず高精度というわけではありません。0.01mm表示でも、定盤が汚れていれば値はズレます。0.02mm読みでも、視差があれば読み間違えます。測定器の性能を活かすには、清掃、温度ならし、接触条件、校正管理まで含めて考える必要があります。
校正についても、ゼロ合わせとは分けて考えましょう。ゼロ合わせは日常の使用前確認です。校正は標準器との関係を確認する精度保証の作業です。日常点検で異常を早く見つけ、定期校正で測定器の信頼性を管理する。この両方があって、製造現場で安心してハイトゲージを使えます。
最後に、測定値は必ず後から追える形で記録しましょう。値だけでなく、使用したハイトゲージ、基準面、ABS/INC、ブロックゲージや基準ワークの有無、測定温度、使用したアタッチメントなどを残しておくと、トラブル時に原因を追いやすくなります。検査成績書や品質保証に関わる測定では、社内規格や顧客要求に合わせた記録が必要です。
数値や校正周期はあくまで一般的な目安です。使用するハイトゲージの仕様、測定対象の公差、現場環境、品質保証上の要求によって最適な管理方法は変わります。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
切削加工や検査の現場では、測定の小さなズレが不良、手戻り、クレームにつながることがあります。だからこそ、ハイトゲージの目盛りの読み方は「読む技術」だけで終わらせず、測定条件を整える技術として身につけていきましょう。あなたの現場で、同じ人が測っても、別の人が測っても、安定して同じ値が出る。そこを目指すのが、ハイトゲージを使いこなす一番の近道かなと思います。

コメント