
こんにちは、切粉ラボ運営者のMakaです。
幾何公差をわかりやすく理解したいと思って調べ始めると、幾何公差とは何か、GD&Tとは何か、公差域とは何か、記号一覧はどう読むのか、データムやデータムターゲットは何を基準に考えるのか、公差記入枠の書き方や基本寸法の意味はどう違うのか、ここで一気に混乱しやすいですよね。
さらに、位置度測定や平面度測定、真円度測定はどう進めるのか、三次元測定機なら全部解決するのか、最大実体公差やMMR、LMR、包絡の条件、一般幾何公差はいつ使うのか、JIS B 0021・JIS B 0022・ISO 1101・ISO 5459・JIS B 0641-1はどこまで押さえれば実務で困らないのか、知りたいことが次々に出てくるかなと思います。
この記事では、そうしたバラバラの知識を、設計・加工・検査がちゃんとつながる形で整理します。製造業の現場で本当に困るポイントに絞って、図面を読む側にも、図面を書く側にも、検査で判定する側にも使える形でまとめますよ。ここ、気になりますよね。読み終わるころには、幾何公差をただの記号暗記ではなく、機能を守るための共通言語として捉えやすくなるはずです。
幾何公差をわかりやすく学ぶ基礎
まずは土台です。この章では、幾何公差を読むときに最初につまずきやすい言葉や考え方を、図面・加工・検査の流れに合わせて整えます。記号を丸暗記する前に、何を守るためのルールなのかを腹落ちさせておくと、後の位置度や振れの理解がかなりラクになります。
幾何公差とは何か
幾何公差とは、部品の形状・姿勢・位置・振れに対して、どこまでのズレを許容するかを図面上で定義する仕組みです。寸法値だけでは伝えきれない機能要求を、加工側と検査側で同じように解釈できるようにするためのルールだと捉えると分かりやすいです。ここでいう「ズレ」は見た目の違和感だけではなく、実際の組付け、摺動、密封、回転精度、騒音、摩耗、耐久性まで含めて効いてきます。つまり、幾何公差は見栄えを整えるための飾りではなく、製品機能を安定して再現するための仕様なんです。
たとえば穴径が図面どおりでも、穴位置がズレていればボルトは入らないことがあります。軸径が合っていても、回したときに振れが大きければベアリングやシールで不具合が出ます。つまり、サイズが合っていることと、機能が成立することは同じではありません。ここを埋めるのが幾何公差です。加工現場では「寸法は合っているのに組めない」「測ったら規格内のはずなのに異音が出る」という相談が意外と多いですが、その裏には幾何公差の考え方が抜けているケースが本当によくあります。
もう少し実務寄りに言うと、幾何公差は設計者が機能要求を言語化し、製造技術が工程へ落とし込み、加工者が狙いを意識して作り、検査者が同じ基準で判定するための共通ルールです。設計だけが理解していてもダメですし、検査だけが厳密でもダメです。全員が同じ読み方をするからこそ、図面が仕様書として力を持ちます。この点は、ISO 1101が幾何仕様の記号言語と解釈ルールの基礎を定める国際規格として位置付けられていることともつながります。規格の位置づけ自体を確認したいなら、出典:ISO 1101:2017(ISO公式)を押さえておくと軸がぶれにくいです。
私が現場でいちばん大事だと思うのは、幾何公差を「製図ルール」ではなく機能要求を誤解なく伝える言語として使うことです。厳しい公差を増やすほど良いのではなく、必要な機能だけを狙って縛るのが基本です。
幾何公差を入れる目的
幾何公差の目的は大きく3つあります。ひとつ目は、機能要求をサイズ以外の形で明確にすること。ふたつ目は、加工方法を固定しすぎずに必要な品質だけを担保すること。みっつ目は、設計と検査の認識ズレを減らすことです。ここを押さえておくと、「何となく全部の穴に位置度を入れる」「全部の基準面に平面度を入れる」といった過剰設計から離れやすくなります。
なお、規格の細かな条文や版差は読み方に影響することがあります。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
寸法公差との違い
寸法公差は、基本的に長さや直径、幅といったサイズのばらつきを管理する考え方です。一方で幾何公差は、面がどれだけ平らか、軸がどれだけまっすぐか、穴が基準に対してどれだけ正しい位置にあるか、という幾何学的なズレを管理します。ここをしっかり分けて理解できると、図面の読み方が急にクリアになります。あなたが今モヤモヤしているポイントも、かなりこの境界線にあるかもしれません。
ここを混同すると、「寸法公差が入っているから形状も位置も大丈夫」と思い込んでしまいます。ですが実際には、二点間の長さが合っていても面が反っていたり、穴が傾いていたりすることは普通にあります。加工現場で起きる組付け不良や回転不良のかなりの割合が、この誤解から始まります。たとえば、プレートに2つの穴があって、穴径はどちらもOKでも、穴中心間の相対位置がズレていれば相手部品と組めません。軸も同じで、直径は合っていても軸線が振れていれば回転系では問題になります。
私は、寸法公差はサイズ担当、幾何公差は機能担当と分けて考えると整理しやすいかなと思います。もちろん実務では重なりもありますが、この役割分担を意識するだけで図面レビューの精度が上がります。サイズだけで足りる部位にまで幾何公差を付けると、加工・測定コストが上がりやすいですし、逆に機能部位なのに寸法公差だけで済ませると、量産で不具合が出やすいです。大事なのは「何を守りたいのか」から逆算することです。
寸法公差だけでは保証できない例
たとえばシール面なら、寸法だけでなく面の平面性が重要です。ベアリング嵌合部なら、外径寸法だけでなく真円度や振れが効きます。ボルト締結穴なら穴径だけでなく位置度が効きます。こうして見ると、寸法公差と幾何公差は競合関係ではなく、役割が違う補完関係なんですよね。ここを理解しておくと、図面に書くべき情報が整理しやすくなります。
必要以上に厳しい寸法公差と幾何公差を重ねると、加工時間・検査負荷・治具コストが一気に増えます。数値はあくまで一般的な目安として捉え、設備能力や測定能力まで含めて決めるのが安全です。
| 項目 | 寸法公差 | 幾何公差 |
|---|---|---|
| 主な対象 | 長さ、直径、幅、厚み | 形状、姿勢、位置、振れ |
| 守りたいもの | サイズのばらつき | 機能に効く幾何学的なズレ |
| 代表的な不具合 | はめあい不良 | 組付け不能、振れ、シール不良 |
幾何公差の記号一覧
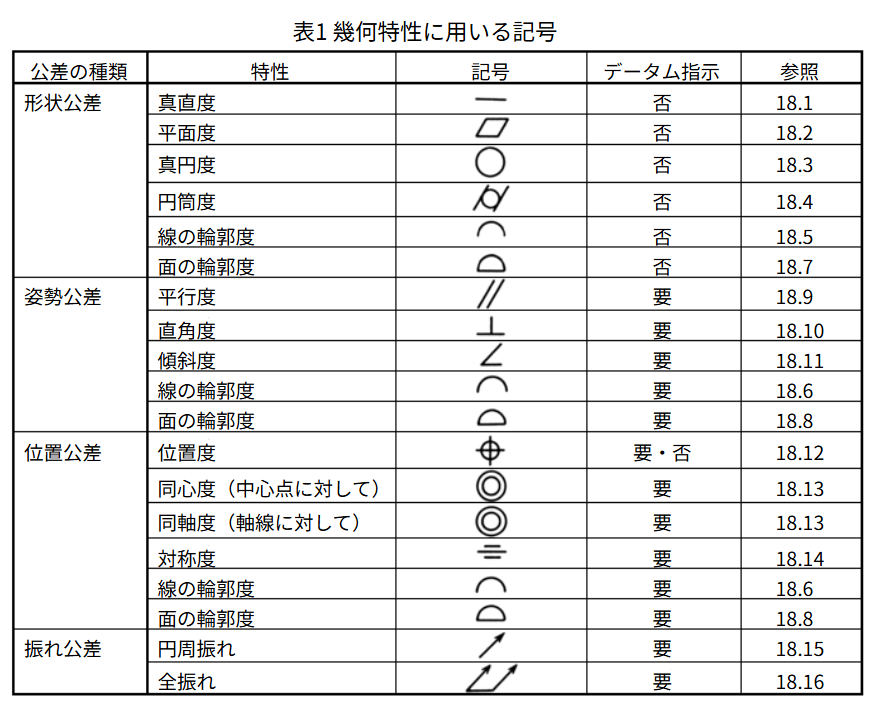
幾何公差の記号一覧は、形状公差、輪郭公差、姿勢公差、位置公差、振れ公差のグループで見ると頭に入りやすいです。代表的には、真直度、平面度、真円度、円筒度、線の輪郭度、面の輪郭度、平行度、直角度、傾斜度、位置度、同軸度、対称度、円周振れ、全振れが基本セットです。最初は数が多く見えますが、全部を一度に覚える必要はありません。まずは「単独形体を見るのか」「基準に対する関係を見るのか」「回転させたときのブレを見るのか」の3軸で整理するとかなり見やすくなります。
ただ、現場で頻出なのは全部が均等ではありません。量産部品なら位置度、平面度、平行度、直角度、全振れあたりが強く、自由曲面や鋳物では輪郭度が効きやすいです。だから私は、記号一覧を単なる辞書として見るより、その部品でどの機能に効くかで覚えるのをおすすめしています。たとえばシャフトなら真円度や全振れ、ブラケットなら位置度や直角度、シールプレートなら平面度、といった具合です。
また、記号の意味だけ覚えても実務では足りません。同じ「丸さっぽい問題」でも、真円度なのか、円筒度なのか、円周振れなのかで、評価対象も測定方法も変わります。回転機能を見たいのに真円度だけで済ませると不十分なことがありますし、逆に単独形体の真円を見たいのに振れで代用すると、データム依存の評価になって本質がずれます。ここ、かなり大事です。
輪郭度はデータムの有無で分類が変わる特殊な存在です
記号を覚えるときの見方
私が新人さんへ説明するときは、まず形状公差は「そのものの崩れ」、姿勢公差は「基準に対する向き」、位置公差は「基準に対する場所」、振れ公差は「回転時のブレ」、輪郭公差は「狙い形状との差」と伝えます。この5分類が頭に入ると、記号一覧が急に立体的に見えてきます。
| 分類 | 代表記号 | 現場での見どころ |
|---|---|---|
| 形状 | 真直度・平面度・真円度・円筒度 | 単独形体そのものの崩れを見る |
| 姿勢 | 平行度・直角度・傾斜度 | 基準に対する向きのズレを見る |
| 位置 | 位置度・同軸度・対称度 | 基準に対する場所のズレを見る |
| 振れ | 円周振れ・全振れ | 回転させたときのブレを見る |
| 輪郭 | 線の輪郭度・面の輪郭度 | 自由曲面や複雑形状の狙い形状を見る |
記号一覧は暗記よりも使い分けです。何を保証したいのかとどう測るのかをセットで考えると、選び間違いが減ります。
データムとは何か

データムとは、関連形体の位置や姿勢を決めるための理論上の基準です。ここで重要なのは、データムは実物面そのものではなく、実物の面や穴から設定される理想的な基準だということです。これを雑に理解すると、加工治具と検査基準がズレて不具合の温床になります。図面ではA、B、Cのように記号で表されますが、その文字そのものが大事なのではなく、どの順番で何を拘束するかが大事なんです。
たとえばプレート部品なら、下面を一次データム、側面を二次データム、もう一方の側面を三次データムとして、三方向の座標系を作る考え方が基本です。CMMでの測定座標系も、治具での位置決めも、この考え方でそろえるのが王道です。一次データムは最も重要な機能基準、二次・三次は回転や横滑りを抑える補助基準、と考えると理解しやすいです。ここが噛み合っていないと、設計上はOKのはずなのに、現場では「どこを基準に削るのか」「何に当てて測るのか」が人によって変わってしまいます。
また、薄板や鋳物、樹脂部品のように全面接触が難しい部品では、データムターゲットを使って点や局所面で基準を作ることがあります。ここは設計側が曖昧だと検査不能になりやすいので、図面での意図出しがかなり大事です。たとえば鋳肌のまま基準にしたい場合でも、全面を理想面として読むのか、局所接触で読むのかで結果は変わります。だから、現実の接触状態や組立状態を想像しながらデータムを決める必要があります。
データム形体と実用データム形体
実務でさらに混同しやすいのが、データム、データム形体、実用データム形体の違いです。データム形体は実際の面や穴、実用データム形体は検査治具や定盤、マンドレルのようにその基準を作るための現実の手段です。この区別がついていないと、CMMでは合格なのに治具ではNG、その逆も起きやすくなります。ここ、気になりますよね。結局は、設計意図に沿った基準の作り方まで含めて共有できているかが勝負です。
データムで迷ったら、私はまず「組立時に最初に当たる面はどこか」「加工で再現しやすい基準はどこか」「検査で同じ姿勢を再現できるか」の3点で見ます。この3つが揃うと、実務でブレにくいです。
| 用語 | 意味 | 現場でのイメージ |
|---|---|---|
| データム | 理論上の基準 | 座標系や基準軸そのもの |
| データム形体 | 基準を作る実物の面や穴 | 下面、側面、基準穴 |
| 実用データム形体 | 基準を再現する器具や面 | 定盤、マンドレル、治具 |
公差記入枠の書き方
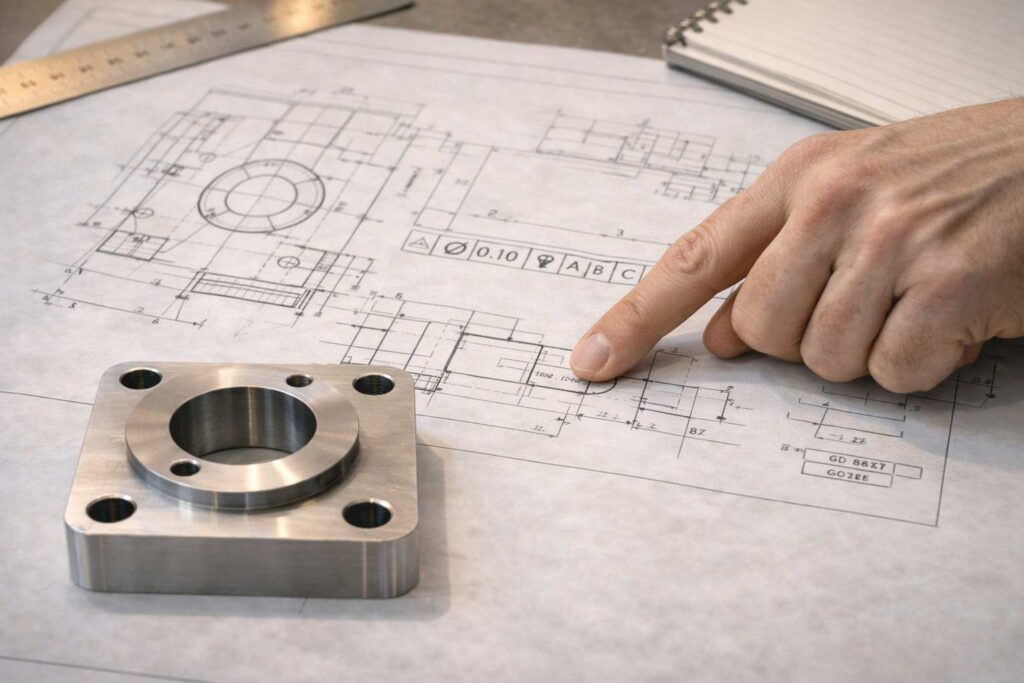
公差記入枠は、幾何公差の記号、数値、必要に応じてデータムや付加条件を入れる枠です。図面ではこの枠が情報の本体で、読み間違いが起きるのもだいたいこの部分です。特に、位置度の前に直径記号が付いているか、データム順がどうなっているか、最大実体条件があるかは見落としやすいです。見た目は小さな枠ですが、現場ではこの数ミリの表記差が、加工法や検査結果を大きく左右します。
例として、位置度なら「位置度|⌀0.10|A|B|C」のように、公差域が円筒なのか、どの基準順で拘束するのかを明示します。ここで直径記号がないと、幅方向の公差域として読む場面もあり得るので、かなり意味が変わります。直径記号の有無、データムの順番、値の前後に付く条件記号、このあたりは一つひとつ丁寧に確認したいところです。
また、公差記入枠だけで完結しないのが、基本寸法との関係です。位置度や輪郭度は、狙い位置や狙い形状を示す基本寸法とセットで成立します。枠だけ見て判断すると危ないんですよね。たとえば位置度のFCFだけがあって、狙い位置を示す基本寸法が曖昧だと、評価者ごとに中心位置の解釈が変わる恐れがあります。これは量産前に必ず潰しておきたいポイントです。
公差記入枠を読む順番
私は図面レビューのとき、公差記入枠を「何の特性か」「公差域の形は何か」「基準は何か」「付加条件はあるか」の順で見ています。記号だけに目が行くと読み漏れが増えるので、枠全体をひとつの文章として読む感覚が大事です。たとえば「位置度、円筒域、0.10、A-B-C基準、最大実体あり」のように読み上げると、誤読がかなり減ります。
公差記入枠は、記号、値、基準、条件の順で読むと整理しやすいです。私は図面レビューでもこの順で声に出して確認します。
公差記入枠の解釈は、適用する規格体系や社内ルールで細部が変わることがあります。とくに国際図面や取引先指定がある案件では、運用ルールを事前に合わせておくとトラブルを減らせます。
幾何公差をわかりやすく実務化

ここからは、図面を読むだけで終わらせず、設計・加工・検査へどう落とし込むかを見ていきます。幾何公差は、図面に入れた時点で勝手に機能するわけではありません。データム設計、加工順、測定戦略、合否判定までつながって、はじめて強い指示になります。
基本寸法の意味と役割
基本寸法は、位置度や輪郭度で狙うべき理論位置・理論形状を示す寸法です。普通の寸法公差付き寸法と違って、基本寸法そのものはばらつきを持たせるためではなく、どこを狙うかを示す役割を持ちます。ここを理解せずに読むと、位置度の意味が一気に分かりづらくなるんですよね。あなたが位置度で混乱しているなら、まず基本寸法の役割を切り分けるのが近道です。
たとえば穴位置を位置度で管理する場合、穴の中心がどこに来てほしいかを基本寸法で示し、その周囲にどれだけズレてよいかを位置度の公差域で表します。この役割分担が崩れると、座標寸法と位置度の意味がごちゃ混ぜになって、検査基準も曖昧になります。位置の「狙い」は基本寸法、「許されるズレ」は位置度、という切り分けがしっかりできると、図面全体がスッと読みやすくなります。
現場では、基本寸法が抜けているのに位置度だけ入っている図面や、逆に座標寸法公差が二重管理になっている図面も見かけます。ここはレビューで必ず止めたいところです。座標寸法に±公差を持たせたうえで位置度も入れると、何を優先して判定するのかが曖昧になりがちです。もちろん意図があって複合的に指定することもありますが、そうでないなら設計意図をシンプルに保つほうが実務では強いです。
基本寸法が効く場面
基本寸法は穴位置だけでなく、輪郭度、傾斜面、複数穴パターン、自由曲面などでも重要です。とくに複数穴パターンでは、個々の穴だけを見るのではなく、パターン全体の狙い位置を定義するために基本寸法が効いてきます。ここを曖昧にすると、個々は合っているのに組付けると全体がズレる、という困った現象が起こります。
基本寸法がない位置度指示は、狙い位置が曖昧なままになりやすいです。図面の解釈が人によってズレるので、発注前に見直しておくのが安全です。
基本寸法は狙い位置を示し、公差値はズレの許容範囲を示すという分担が崩れないようにすると、設計と検査の会話がぐっと整理されます。
位置度測定の基本

位置度測定は、穴や溝、ピンなどがデータムに対してどれだけ正しい位置にあるかを確認する工程です。ここでの本質は、単なるX-Y座標差を見ることではなく、公差域の中に入っているかを見ることです。位置度の公差域が円筒なら、穴軸線がその円筒内に入っているかを評価します。つまり、座標の一点一点を見るより、「理想位置の周りに設定された許容空間の中に対象が入っているか」を見るイメージです。
測定手段としては、機能ゲージを使う方法と、三次元測定機で評価する方法が代表的です。量産の合否判定ではゲージが強い場面がありますし、原因解析や詳細評価ではCMMが強いです。どちらが正しいかではなく、何のために測るかで使い分けるのがポイントです。ゲージは機能の成立確認に向いていますし、CMMはズレ方向や偏り傾向の解析に向いています。どちらも役割が違います。
実務で揉めやすいのは、データムの作り方、当てはめ方法、測定点の取り方、そして合否判定ルールです。CMMで穴中心をどう算出するか、実測円をどう近似するか、最小領域なのか最小二乗なのか、そういう設定で結果が微妙に変わることがあります。機能ゲージとCMMで結果が違うときも、機械の精度差だけが原因とは限りません。評価思想そのものが違っている場合もあります。
切粉ラボでも、穴や内径の測定再現性を整える話は別記事でまとめています。内径側の基準作りや比較測定の考え方を固めたいなら、シリンダーゲージの読み方|ゼロ点合わせと内径測定もあわせて読むと、現場の測定イメージがかなりつながりやすいです。
位置度測定で先に決めること
私なら、量産前に少なくとも「どのデータムで拘束するか」「何で測るか」「どの判定ルールを使うか」「境界値の扱いをどうするか」は先に決めます。ここが曖昧だと、量産立上げでかなり高い確率で揉めます。JIS B 0641-1のように測定不確かさを含めた判定の考え方も、実務では無視できません。
位置度で揉めやすいのは、データムの取り方、実測アルゴリズム、判定ルールの3つです。図面・治具・測定プログラムが別々に走ると、同じ部品でも結果が割れます。
| 測定方法 | 向いている用途 | 注意点 |
|---|---|---|
| 機能ゲージ | 量産の合否確認 | 原因解析には情報量が少ない |
| 三次元測定機 | 詳細解析、工程改善 | 測定条件で結果差が出やすい |
| 治具+比較測定 | 現場での傾向管理 | 治具精度と再現性が前提 |
平面度測定の基本

平面度測定は、指定面がどれだけ平らかを見る評価です。基準面に対しての向きではなく、その面自身の凹凸や反りを確認するので、姿勢公差ではなく形状公差の仲間です。ここを平行度と混同しやすいんですよね。平面度は単独形体の状態を見るのに対して、平行度はデータムに対する向きを見るものです。見ている相手が違う、という理解がかなり大事です。
測定方法としては、定盤とダイヤルゲージ、表面形状測定、三次元測定機などがあります。ただし、締結状態や吸着状態で変形する部品では、どう置くかで結果が変わりやすいです。薄板、アルミ、樹脂、焼入れ後の部品はとくに注意したいところです。加工直後の温度状態、支持点の位置、クランプ有無でも数値が動くことがあります。だから、平面度を語るときは測定機のスペックだけでなく、どういう状態で測ったかまでセットで見る必要があります。
また、平面度を厳しくすると加工だけでなく検査コストも上がります。平面度0.01を入れた瞬間に、研削工程や高精度測定が前提になることもあります。だから私は、機能面・当たり面・シール面のように、本当に効くところにだけ平面度を入れる考え方を重視しています。図面上の見栄えで全部の基準面に厳しい平面度を入れてしまうと、加工側はかなり苦しくなりますし、測定工数も一気に増えます。
平面度と表面粗さは別物
ここもよくある誤解ですが、面がきれいに見えることと、平面度が良いことは同じではありません。表面粗さが良くても大きく反っていれば平面度は悪いですし、逆に平面度が良くても微細な粗さが大きいことはあります。機能面では両方が効くことが多いので、必要なら別々に管理します。ここを混同すると、加工方法の選定もずれやすいです。
仕上げ面の考え方まで含めて整理したいなら、表面粗さの目安を加工別に整理:Ra・Rz・図面記号も役立ちます。平面度と表面粗さは別物ですが、機能面ではセットで考える場面が多いです。

平面度は「どれだけ平らか」、平行度は「何に対して平行か」です。この違いをはっきりさせるだけで、読図のミスがかなり減ります。
最大実体公差の考え方
最大実体公差は、一般にMMRの考え方として知られていて、サイズが最も実体の多い状態にあるときに幾何公差を厳しくし、サイズが有利側へ逃げた分だけボーナス公差を与える考え方です。穴なら最小径、軸なら最大径が最大実体にあたります。ここは最初、言葉だけ読むと難しく感じやすいですが、実務で考えると「組めることを優先しながら、不要に厳しくしすぎないための仕組み」と捉えるとかなり理解しやすいです。
これが効くのは、ボルト穴やピン穴のように、組付けを成立させることが最優先の場面です。穴が少し大きめなら、そのぶん位置のズレを少し許容しても実際には組める。この機能に沿って、公差を合理化できるのが強みです。逆に言えば、組付け機能と関係が薄い部位に何となくMMRを付けるのはおすすめしません。読み手も増工数になりますし、検査側も判定ロジックが複雑になります。
ただし、MMRは便利だから何にでも付ければいいわけではありません。線形サイズ形体への適用、ゲージ設計との整合、現場の測定能力まで見ておかないと、逆に読図が難しくなります。LMRは最小肉厚や最小壁厚を守りたい場面で効きますが、こちらも同様に慎重な設計が必要です。たとえば樹脂部品や薄肉部品で最小肉厚が機能安全に効くとき、LMRの考え方はとても有効ですが、図面だけでなく成形条件や測定方法まで含めて設計する必要があります。
ボーナス公差をどう見るか
ボーナス公差は、サイズが有利側に寄った分だけ位置や姿勢の許容が増える考え方です。これがハマると、機能保証と製造性の両立がしやすくなります。ただ、現場に十分浸透していないと、「なぜサイズが違うと幾何公差が変わるのか」が伝わりにくいです。ですので、図面だけで完結させず、レビューや工程打合せで意図を共有しておくのがかなり重要です。
MMRやLMRは規格体系や版差の影響を受けやすい領域です。社内標準、取引先ルール、適用する規格体系を明示したうえで運用してください。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
| 項目 | MMRが向く例 | LMRが向く例 |
|---|---|---|
| 主目的 | 組付け保証 | 最小肉厚・最小壁厚保証 |
| 代表部位 | ボルト穴、位置決め穴 | 薄肉部、溝周辺、成形品 |
| 注意点 | ゲージ設計との整合 | 適用条件の確認 |
一般幾何公差の注意点
一般幾何公差は、図面に個別指示しない形体へ、一定の等級で一括してルールを与える考え方です。図面を簡潔にできるのは魅力ですが、私は便利さと危うさが表裏一体だと思っています。なぜなら、一般公差は「何も書かなくていい免罪符」ではなく、「事前に合意された範囲では省略していい」という考え方だからです。ここを誤解すると、設計は省力化したつもりでも、現場はむしろ混乱します。
なぜかというと、未注記部に対する前提が共有されていないと、設計側は「これくらい伝わるはず」、加工側は「どこまでやればいいのか不明」、検査側は「何を基準に判定するのか曖昧」という状態になりやすいからです。とくに外注先や海外調達では、このズレがそのままトラブルになります。一般幾何公差は、書かないことで成立する仕組みだからこそ、書かれていない部分の解釈を全員で共有しておく必要があります。
一般幾何公差を使うなら、適用対象、対象外、等級、除去加工形体中心であること、重要部は個別に幾何公差を付けること、このあたりを社内標準として固めておくのが安全です。全部を一般公差で済ませる発想は、実務ではかなり危ないです。とくに組付け面、回転面、シール面、摺動面、基準面のような機能に効く場所は、一般公差任せにせず個別指示したほうが安心です。
一般公差を使っていい場面
私の感覚では、一般幾何公差は「重要度の低い未注記形体を一定品質で回すための土台」として使うのがちょうどいいです。逆に、製品性能を左右する場所にまで一般公差を広げると、後で説明コストが跳ね上がります。設計工数を減らしたいなら、何でも省略するのではなく、「どこは省略してよく、どこは必ず個別指定するか」を標準化するのが先かなと思います。
| 考え方 | 向いている場面 | 向いていない場面 |
|---|---|---|
| 一般幾何公差で一括管理 | 重要度が低い未注記形体 | 組付け・回転・シールなどの機能面 |
| 個別の幾何公差を付与 | 機能を明確に守りたい部位 | 全部に過剰指定するとコスト増 |
一般幾何公差は省略のための道具ですが、重要部まで省略していい道具ではありません。個別指示すべき場所を見極めるのが設計の腕です。
幾何公差をわかりやすく総括
幾何公差をわかりやすく言い切るなら、寸法だけでは守れない機能を、図面・加工・検査で同じ意味にそろえるための道具です。だから大事なのは、記号を全部覚えることより、どの機能を守りたいのか、どの基準で拘束するのか、どの工程で作り、どう測るのかまで一気通貫で考えることです。ここがつながると、幾何公差は一気に使いやすくなりますし、ただ難しいだけの記号群ではなくなります。
現場感で言えば、位置度は穴の組付け、平面度は当たり面、平行度や直角度は組立基準、全振れは回転体、といった具合に機能から逆算して選ぶのがいちばんブレません。同軸度や対称度のように、理屈では使えても現場の測りやすさまで考えると別の特性の方が強い、ということも普通にあります。だからこそ、図面は「理論上正しいか」だけでなく、「現場で再現できるか」まで見て作る必要があります。
また、幾何公差は単独で完結しません。データム設計、基本寸法、公差記入枠、治具設計、測定手順、測定不確かさ、判定ルールまで含めて、はじめて再現性のある仕様になります。だから図面だけ直して終わりではなく、工程と検査も一緒に更新する視点が欠かせません。ここが抜けると、図面改訂後も現場では旧ルールのまま測ってしまい、改善したはずなのに不具合が続く、ということも起こります。
あなたがこれから幾何公差を実務で使うなら、まずは「この面はなぜ平面度なのか」「この穴はなぜ位置度なのか」「この軸はなぜ全振れなのか」を一つずつ言語化してみてください。そこまで言えれば、かなり強いです。図面が機能要求を語る道具として働き始めますし、加工側とも検査側とも会話しやすくなります。ここ、まさに幾何公差の面白いところかなと思います。
最後に、私がいちばん伝えたいのはこれです。幾何公差は、厳しく入れるためのものではなく、必要な機能をムダなく守るためのものです。ここを外さなければ、図面はかなり強くなります。
仕上げ工程でどこまで精度を詰めるべきか迷う場面では、研削加工とは?利点と切削との違いを解説も参考になるはずです。必要精度と工程負荷のバランスを見る視点が、幾何公差設計でもそのまま効いてきます。

本記事の数値例や考え方は、あくまで一般的な目安を含みます。実際の適用では、部品機能、材料、設備能力、測定能力、契約条件で最適解が変わります。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。


コメント