
表面粗さ記号を図面で見たときは、まず対象面を確認し、次に記号、Ra・Rzなどのパラメータ、指定値、加工方法や測定条件の順に読み取ります。
Ra3.2やRa6.3は、旋盤やフライスなどの機械加工で見かけることがある表面粗さです。同じRaであれば数値が小さいほど滑らかですが、数値だけで加工方法や良否を判断することはできません。
この記事では、表面粗さ記号の読み方、Ra3.2・Ra6.3・Ra25がどのくらいか、RaとRzの違い、加工方法別の目安、測定時の注意点を現場目線で整理します。
図面での確認順:私は表面粗さの指示を見たら、①対象面、②記号、③Ra・Rzなどのパラメータ、④指定値、⑤加工方法や測定条件の順に確認します。数値だけを先に見ると、加工や検査の意図を取り違えやすいためです。
表面粗さ記号とRaの目安を一覧表で確認

加工図面の表面粗さ記号には、要求する粗さの数値に加えて、材料を削って仕上げる必要があるか、素材面を残す必要があるかといった加工意図も含められます。
加工図面の表面粗さ記号を読む順番
| 記号の種類 | 基本的な意味 | 確認する内容 |
|---|---|---|
| 基本記号 | 表面性状の要求がある | Ra・Rzなどのパラメータと指定値 |
| 横線を加えた記号 | 材料除去加工を必要とする | 旋削・フライス・研削などの加工工程 |
| 円を加えた記号 | 材料除去加工を認めない | 鋳肌・鍛造肌などを残す意図 |
記号の形だけで判断せず、図面枠の適用規格、注記、社内標準、取引先仕様も確認してください。
記号の配置や加工目の方向、新旧表記を詳しく確認したい場合は、表面粗さ記号と旧表記の読み方で整理しています。
Ra0.2・0.8・1.6・3.2・6.3・25の目安
次の表は、表面粗さがどのくらいかをイメージし、加工工程を検討するための一般的な目安です。
| Raの値 | 面のイメージ | 加工方法の一般例 | 用途のイメージ |
|---|---|---|---|
| Ra0.2μm | 非常に滑らか | 精密研削、ラップ、超仕上げ | 精密摺動面、精密機能面 |
| Ra0.8μm | かなり滑らか | 研削、条件を整えた仕上げ切削 | 軸、穴、摺動面 |
| Ra1.6μm | 滑らかな仕上げ面 | 仕上げ旋削、仕上げフライス、研削 | 一般的な機能面 |
| Ra3.2μm | 一般的な切削仕上げ面 | 旋盤・フライスの仕上げ切削 | 一般機械部品の仕上げ面 |
| Ra6.3μm | 加工目を感じやすい面 | 一般切削、やや粗めの仕上げ | 非摺動面、一般加工面 |
| Ra12.5μm | 比較的粗い面 | 荒加工、粗い一般切削 | 後工程前提面、非機能面 |
| Ra25μm | かなり粗い面 | 荒加工、素材面に近い状態 | 仕上げ不要面、後工程前提面 |
表の数値は加工結果を保証するものではありません:同じRa3.2でも、旋盤・フライス・研削では加工目や見え方が異なります。材質、工具、設備、送り量、保持方法、測定条件によっても結果は変わります。
Ra3.2の表面粗さはどのくらい?
Ra3.2は、旋盤やフライスの仕上げ切削で比較的よく検討される表面粗さです。一般的な機械部品の仕上げ面に使われることがあります。
ただし、工具摩耗、ビビリ、構成刃先などが発生すると、面が光って見えてもRa3.2を安定して満たせない場合があります。
Ra3.2を狙うときは、送り量だけでなく、工具の切れ味、ノーズR、ワーク保持、仕上げ代も確認します。
Ra6.3の表面粗さはどのくらい?
Ra6.3は、Ra3.2より粗く、加工目や細かな凹凸を感じやすい傾向があります。一般的な機械加工面で見かけることがあります。
ただし、指や爪で触った感覚だけでは、Ra6.3かどうかを正確に判断できません。材質、加工目の方向、表面の光沢によって触感が変わるためです。
図面にRa6.3とある場合は、対象面が摺動面やシール面ではないか、加工後に塗装や研磨を行うかまで確認します。
Ra25の表面粗さはどのくらい?
Ra25は、Ra3.2やRa6.3と比較するとかなり粗い面です。仕上げ面よりも、荒加工面や後工程を前提とした面で検討されることがあります。
Ra25だから不良という意味ではありません。部品の機能に粗さが影響しない面では、必要以上に滑らかに加工しないことで、加工時間やコストを抑えられる場合があります。
Ra値の見方:同じRaというパラメータで比較する場合は、数値が小さいほど滑らかで、数値が大きいほど粗い面です。RaとRzは評価方法が異なるため、数値をそのまま比較することはできません。
JIS記号と三角等級
現在の加工図面では、表面性状記号とRa・Rzなどのパラメータ、数値を組み合わせて指示します。
一方、古い図面では、▽や▽▽などの三角記号、1.6S、3.2S、6.3S、6.3Zなどの表記が残っている場合があります。
三角記号(▽)をRaへ単純換算しない
三角記号は、図面の年代、適用規格、会社ごとの図面標準によって解釈が異なる可能性があります。
旧表記の確認方法:▽の数やS・Zの文字だけを見て現行Ra値へ読み替えず、図面の発行年代、適用規格、図面枠の注記、社内標準を確認してください。
Raだけではキズを管理できないことがある
図面にRaだけが指定されていても、実際にはキズや加工目の方向が重要になる場合があります。
Raは平均的な凹凸を評価するため、局所的な深いキズを十分に表せないことがあります。シール面や外観面では、必要に応じて次の項目も決めます。
表面粗さの目安の基礎

表面粗さとは何か
表面粗さとは、加工面にある細かな凹凸を、決められた条件で数値化したものです。
肉眼では滑らかに見える面でも、拡大すると工具の送り目、砥粒による筋、材料のむしれ、微細なキズなどがあります。表面粗さでは、これらの微細な凹凸を一定のルールで評価します。
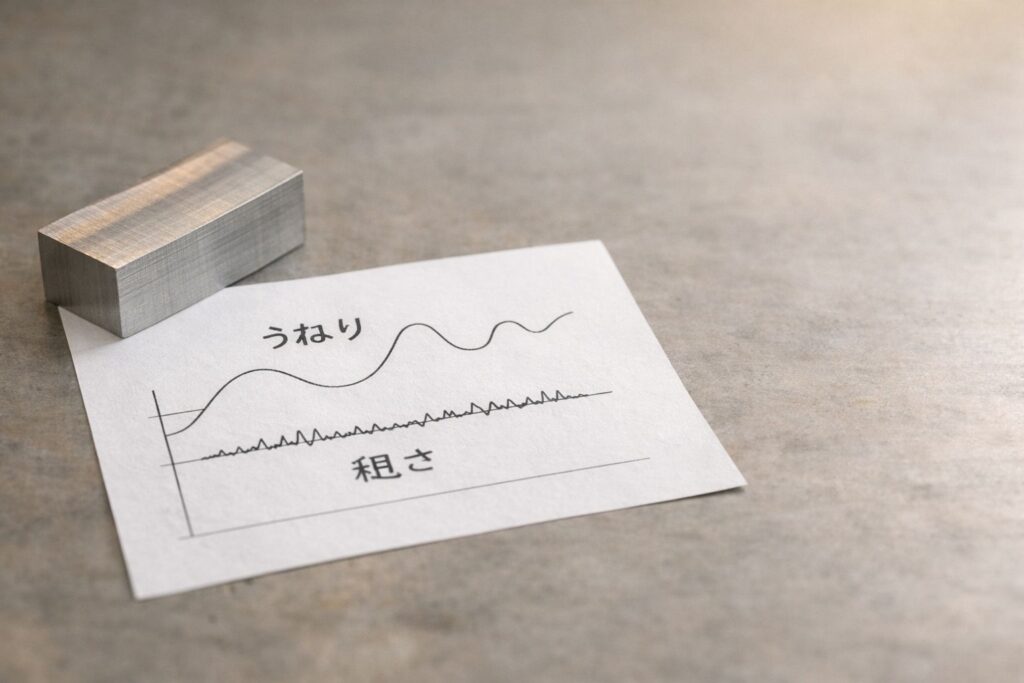
粗さ・うねり・形状の違い
| 項目 | 意味 | 主な原因例 |
|---|---|---|
| 粗さ | 細かい周期の凹凸 | 送り目、工具刃先、砥粒、材料のむしれ |
| うねり | 粗さより大きな周期の起伏 | 振動、熱変形、機械やワークのたわみ |
| 形状 | 部品全体の反りや傾き | 平面度、真円度、円筒度などの形状誤差 |
表面粗さの評価では、フィルタ処理やカットオフを使い、うねりや形状成分から粗さ成分を分けます。そのため、同じ面でも測定条件によって数値が変わる場合があります。
図面で粗さを指定する理由
図面で表面粗さを指定するのは、加工面の状態が部品の機能に影響するためです。
| 面の用途 | 粗さが関係する内容 | 粗さ以外の確認項目 |
|---|---|---|
| 摺動面 | 摩擦、摩耗、焼付き、油膜保持 | 相手材、潤滑、面圧、速度 |
| シール面 | 漏れ、密着性、局所的なキズ | 平面度、加工目の方向、キズ基準 |
| 塗装・接着面 | 下地との密着性 | 脱脂、酸化皮膜、下地処理 |
| 外観面 | 光沢、加工目、キズ、ムラ | 照明条件、色、目視基準 |
過剰品質の落とし穴
表面粗さは、数値が小さければ常に高品質というわけではありません。必要以上に厳しい数値を指定すると、加工時間、工具費、研削・研磨工程、検査工数が増えます。
Makaの現場判断:私は「どこまで滑らかに加工できるか」ではなく、「その面の機能にどこまで必要か」で考えます。非機能面まで厳しい粗さを指定すると、加工費と検査工数だけが増えることがあります。
表面粗さの単位μm
表面粗さの単位には、主にμm(マイクロメートル)を使用します。
図面上の寸法はmm、表面粗さはμmで示されることが多いため、単位を混同しないように注意してください。
ミクロン、マイクロ、μmの関係を整理したい場合は、ミクロンとマイクロの違いもあわせて確認してください。
表面粗さの測定方法

表面粗さの測定方法は、大きく接触式と非接触式に分けられます。
| 測定方式 | 特徴 | 主な注意点 |
|---|---|---|
| 接触式 | 触針で加工面をなぞって測定する | 触針摩耗、汚れ、測定方向、柔らかい面 |
| 非接触式 | レーザーや光学方式で測定する | 反射率、透明面、鏡面、黒色面 |
測定条件がズレると数字もズレる
表面粗さでは、評価長さ、カットオフ、測定方向などの条件が重要です。
旋盤やフライスの加工面には、工具の送りによる方向性があります。加工目に対して平行に測るか、直角方向に測るかで、数値が変わる場合があります。
測定で迷ったらチェックする順番
Makaの現場確認:数値が安定しないときは、最初から加工条件を変更せず、同じ位置での再現性を確認します。その後、測定方向、清掃状態、測定条件、工具状態の順に切り分けます。
RzJISとRaRzの違い
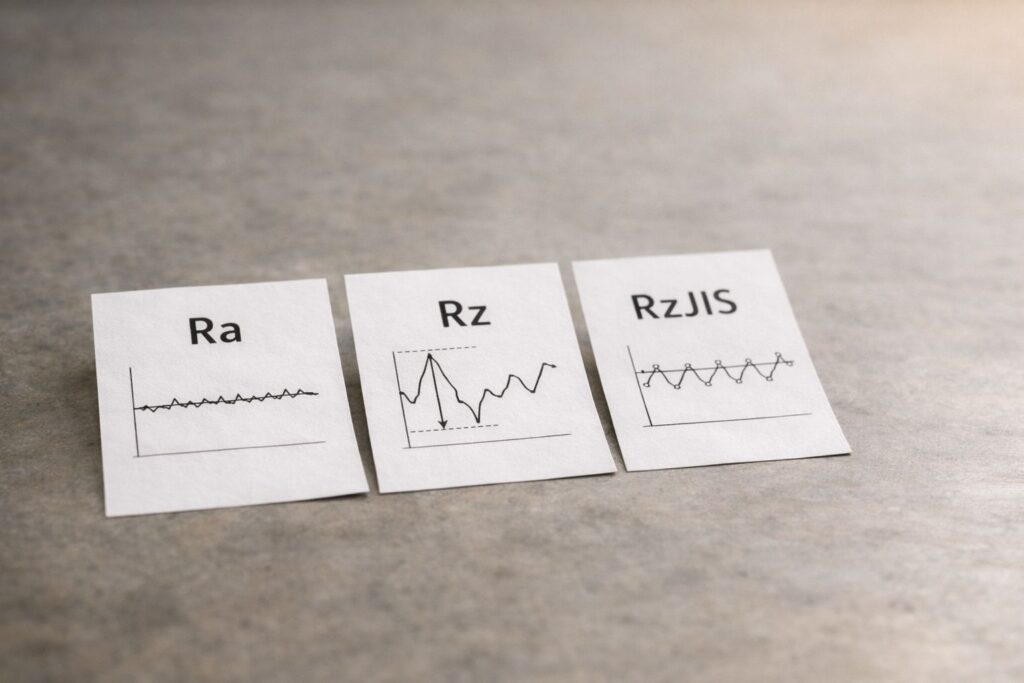
Ra、Rz、RzJISは、評価している内容が異なります。
| 指標 | 主に見ているもの | 向いている管理 | 注意点 |
|---|---|---|---|
| Ra | 平均的な凹凸 | 面全体の仕上がり、量産管理 | 局所的な深いキズを表しにくい場合がある |
| Rz | 高い山と深い谷 | 局所的な凹凸を重視する面 | キズや異物の影響を受けやすい |
| RzJIS | 旧規格の十点平均粗さ | 古い図面の確認 | 現行Rzと同じ意味で扱わない |
同じパラメータであれば、Rz100はRz25より粗い数値です。一方、Ra6.3とRz6.3のように異なるパラメータ同士は、数値だけで比較できません。
古い図面のRzに注意:現行の最大高さ粗さと、旧規格の十点平均粗さでは定義が異なります。図面の発行年代、適用規格、社内標準を確認してください。
摩耗摩擦と表面粗さ
表面粗さは、見た目だけでなく、摩擦、摩耗、焼付き、潤滑油の保持にも関係します。
加工面が粗すぎると、凸部へ荷重が集中し、摩耗や発熱が増える場合があります。一方、潤滑油を保持したい面では、適度な谷部が油溜まりとして働くことがあります。
摺動面の粗さは、相手材、潤滑、面圧、速度、うねりを含めて判断します。粗さ計の数値だけで摺動トラブルの原因を決めないことが重要です。
加工別の表面粗さの目安
ここからは、加工方法ごとの表面粗さの一般的な目安と、面が荒れたときに確認したい項目を整理します。
旋盤フライスの表面粗さ目安

| 加工方法 | Raの一般的な目安 | 主な用途 | 確認したい項目 |
|---|---|---|---|
| 旋盤の仕上げ切削 | Ra0.8〜3.2μm | 外径、端面、内径の仕上げ | 送り、ノーズR、チップ摩耗 |
| フライスの仕上げ切削 | Ra0.8〜6.3μm | 一般的な平面加工 | 刃先振れ、ピックフィード、ビビリ |
| 荒加工 | Ra6.3μm以上 | 仕上げ代を残す前工程 | むしれ、工具欠損、ワーク保持 |
旋盤:送りとノーズRの関係
旋盤加工では、ノーズRと送り量の組み合わせによって規則的な送り目が形成されます。送り量が大きいほど送り目は深くなりやすく、ノーズRが小さいほど山が鋭くなりやすい傾向があります。
ただし、送りを小さくすれば必ず面が良くなるわけではありません。送りを落としすぎると擦りや構成刃先が発生し、粗さが安定しないことがあります。
フライス:刃先振れとビビリに注意
フライス加工では、刃数、工具径、1刃当たりの送り、ピックフィード、刃先振れ、工具摩耗などが表面粗さに影響します。
正面フライスの刃先高さが揃っていないと、一部の刃だけが強く当たり、周期的な筋や段差が出る場合があります。エンドミルでは、工具の突き出しやワーク保持が弱いとビビリが発生しやすくなります。
私が旋盤の面粗度不良で確認する順番:最初にビビリとワーク保持を確認し、次にチップの摩耗・欠け・溶着を見ます。その後、送り量、ノーズR、切込み量、切削速度を見直します。
送りと切削速度の役割を整理したい場合は、切削速度と送り速度の違いも参考にしてください。
研削の表面粗さ目安
研削加工は、旋盤やフライスより滑らかな面を狙いやすい加工方法です。ただし、砥石、ドレッシング、冷却、ワーク保持、研削熱などの影響を受けます。
| 研削方法 | Raの一般的な目安 | 主な注意点 |
|---|---|---|
| 平面研削 | Ra0.2〜0.8μm | 研削焼け、うねり、ドレッシング |
| 円筒研削 | Ra0.2〜0.8μm | 芯出し、振れ、砥石状態 |
| センタレス研削 | Ra0.2〜1.6μm | 調整砥石、支持刃、加工条件 |
研削面がきれいに見えても、研削焼けや微小クラックが発生している場合があります。必要に応じて、粗さだけでなく、焼けや硬さ変化も確認します。
鏡面仕上げと金型基準
鏡面仕上げでは、研削後にバフ研磨、ラップ、ポリッシングなどを組み合わせ、表面の微細なキズを段階的に減らします。
Ra0.1μm以下が一つの目安になることがありますが、鏡面の良否はRaだけでは決まりません。曇り、スジ、ピンホール、研磨ムラ、面のダレなどは、Raが基準内でも外観不良になる場合があります。
鏡面仕上げでは、前工程のキズを消してから次の工程へ進むことが重要です。前工程のキズが残ると、最後までスジや曇りとして残ることがあります。
鏡面仕上げの工程や外観評価については、鏡面仕上げと表面粗さの関係で詳しく整理しています。
研磨方法ごとの違いは、研磨加工と表面粗さの目安も参考にしてください。
塗装密着と外観品質
塗装や接着の密着性は、表面粗さだけで決まりません。適度な粗さが食いつきに有利になる場合がある一方で、粗すぎると谷部へ汚れや空気が残り、密着不良につながる可能性があります。
外観面はRaだけで判定せず、照明条件、見る方向、キズ、光沢、色ムラなどを含めて評価します。
表面粗さの目安まとめ
表面粗さの目安は、数値だけではなく、図面記号、加工方法、測定条件、面の機能を組み合わせて判断します。
私が面粗さを決める流れ:その面の機能を確認し、Ra・Rzなどの評価軸を決め、加工方法で達成できる範囲を検討します。その後、測定条件を揃え、必要な面だけに粗さを指定します。
この記事で紹介した数値は、加工工程を検討するための一般的な目安です。実際の図面や製品では、材質、設備、工具、測定条件、適用規格、社内標準、取引先仕様を確認してください。
表面粗さとあわせて確認したい記事
参考資料
JIS検索では、表面性状の図示方法、表面粗さの用語・定義、測定条件など、確認したい内容に対応する規格番号と名称を検索してください。規格の改正状況もあるため、記事公開時点の現行規格を照合することが重要です。


コメント