
ノギスの目盛りの読み方がよく分からなくて、測ってはみたものの「これ本当に合ってるのかな…」と不安になること、ありますよね。ノギスの使い方やノギスの測り方、ノギスの目盛りの見方は、一度つまずくと自己流のまま現場に出てしまいがちですし、周りに聞きづらくてそのまま放置…というパターンも多いかなと思います。
切粉ラボの運営者として、普段から切削加工の現場で寸法とにらめっこしている立場から言うと、アナログノギスの読み方やデジタルノギスの読み方、バーニアスケールの読み方、ノギス副尺の読み方あたりをきちんと押さえておくと、測定の精度も仕事のスピードもぐっと上がります。逆に、ノギス測定誤差やノギスのゼロ合わせのミスを放置すると、仕上がり寸法のズレや手戻りの原因になりがちですし、最悪の場合はクレームや不良流出にもつながりかねません。
この記事では、実際の加工現場でノギスを使い倒している僕の視点から、アナログ・デジタル・ダイヤルノギスの読み方を一気に整理していきます。ノギスの目盛りの見方を基礎からおさらいしつつ、ノギスの使い方とノギスの測り方の流れ、アナログノギスの読み方のコツ、デジタルノギスの読み方で気をつけたいポイント、さらにはダイヤルノギスの読み方までまとめて押さえられるようにしていきますね。
これを読み終わる頃には、「どのノギスを手に取っても迷わず読める」「測定値の根拠を自分で説明できる」状態に持っていくのがゴールです。図面を見ながら寸法を決めて、ノギスで測って、加工条件を微調整する…この一連の流れを、自信を持って回せるようになってほしいなと思っています。
一緒にさくっと整理していきましょう。
- ノギスの基本構造と目盛りの仕組みを理解する
- アナログ・デジタル・ダイヤル各ノギスの読み方を押さえる
- 外径・内径・深さなど用途別のノギスの測り方を学ぶ
- 測定誤差を減らすコツと練習方法を身につける
ノギスの目盛りの読み方入門
まずはノギスの使い方と基本構造、それからノギスの目盛りの見方をひと通り押さえます。ここがあいまいだと、副尺やバーニアスケールの読み方で必ずつまずくので、最初に土台をしっかり固めてしまいましょう。部品名や各部の役割が頭に入っていると、教科書的な説明も現場の感覚と結びつきやすくなりますよ。
ノギスの使い方と基本構造
ノギスの目盛りの読み方をマスターする前に、そもそもノギスがどういう構造で、どこをどう持って使うのかを整理しておきます。ここが分かっていると、あとでバーニアや副尺の説明を聞いたときの理解度が一気に変わります。「この線とこの線を合わせて読むんだな」というイメージが、頭の中できちんと立体的に描けるかどうかが勝負どころです。
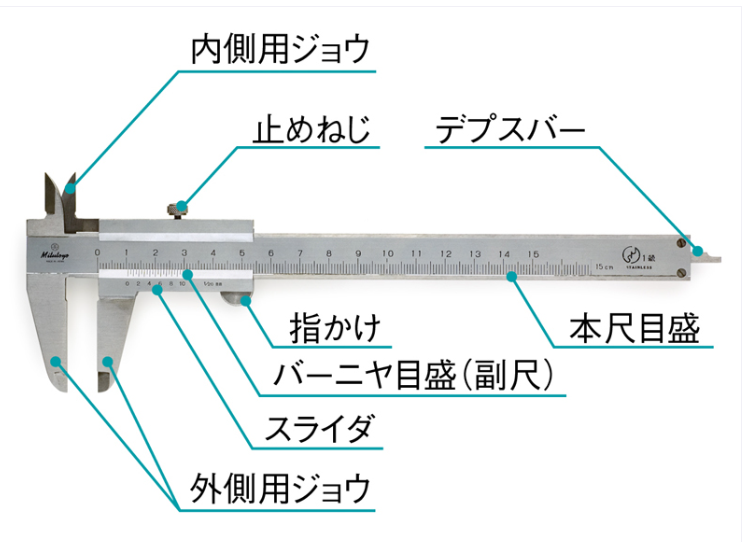
ノギスはざっくり分けると、本体側のメインスケール(本尺)と、スライダー側の副尺(バーニアスケール)、それから外側ジョウ・内側ジョウ・デプスバーの組み合わせでできています。一般的なアナログノギスでは、本尺のメモリが1mm単位、バーニア側が0.05mmや0.02mm単位になっていて、本尺+副尺で寸法を読む仕組みです。デジタルノギスになると、この「本尺+副尺で計算する部分」を内部で処理してくれて、液晶画面に数字として表示してくれるイメージですね。
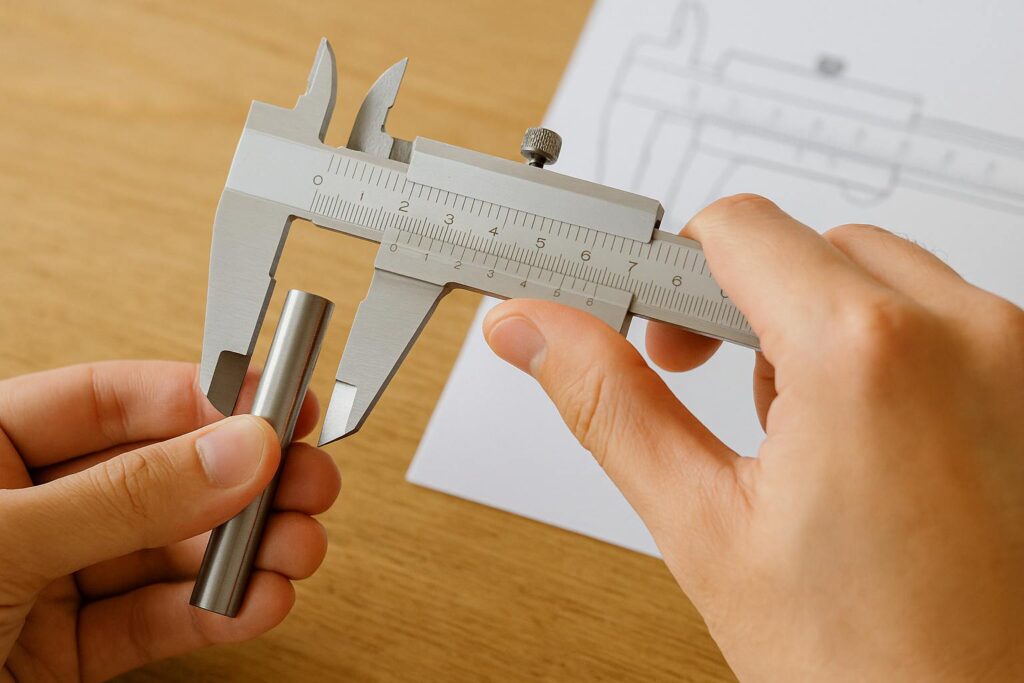
持ち方の基本は、ノギスを正面から目盛りが読める向きに構えて、親指をスライダーの指掛けに当ててスムーズにスライドさせること。握りしめるというより、指先で軽く支える感じです。
測りたいものを外側ジョウで軽く挟み、測定物の軸に対してノギスが直角になるよう意識します。ここで斜めになっていると、どれだけ読み方が正しくても測定値がズレてしまうので、最初のうちは意識的に「直角・平行」を確認しながら使うのがおすすめです。
各部の役割をざっくりまとめると、こんな感じです。
ノギス各部の役割ざっくり表
| 名称 | 役割 | よく使う場面 |
|---|---|---|
| メインスケール(本尺) | mm単位の基準となるものさし | 寸法の「○mm」部分を読むとき |
| 副尺・バーニアスケール | 小数第2位など細かい部分を読む | 0.1mm以下の精度が欲しいとき |
| 外側ジョウ | 外径・外幅の測定 | シャフト径、板厚、外形寸法など |
| 内側ジョウ | 内径・穴径の測定 | 穴径、溝の幅、ボアの確認 |
| デプスバー | 穴深さや段差の測定 | 座ぐり深さ、穴深さ、段付き寸法など |
| ストッパーねじ | スライダーを固定して読みを保持 | 測定値をメモしたり他人に見せるとき |
加工現場だと、ノギスを「なんとなく」握って「なんとなく」挟んでいることも多いですが、一度、各部の名前と役割を言葉にして整理しておくと、測定ミスの原因も見えやすくなります。
どこが基準で、どこが動いて、どこで読むのか。ここを押さえておくと、他の測定器(ノギス以外のマイクロメータやハイトゲージなど)にも応用が効きますよ。
出典:ノギス – のぎす | 武蔵野美術大学 造形ファイル
まず覚えておきたいポイント
ノギス目盛りの見方と読み方
次に、ノギスの目盛りの見方と読み方の基本です。アナログノギスの読み方は「本尺で整数を読み、副尺で小数を読む」というルールさえ押さえれば、そこまで難しくありません。とはいえ、最初は「どこをどう見たらいいのか」がピンと来ないと思うので、流れを細かく分解してみます。
アナログノギスの読み方の基本手順
アナログノギスで外径を測ったときの読み方の流れは、ざっくり次の5ステップです。
- ワークを外側ジョウでまっすぐ挟む
- メインスケール(本尺)の0位置と副尺の0位置の関係を見る
- 副尺の0位置より左側にある本尺目盛りの値を読む(これが整数部)
- 副尺のどの目盛りが本尺の目盛りとぴったり重なっているか探す
- 本尺の整数値+副尺の小数値を足し合わせて最終値とする
例えば、本尺が20mmを少し超えたところで止まっていて、副尺の「2」の目盛りがぴったり重なっていれば、読みは「20.2mm」や「20.10mm」といった具合になります(副尺の最小目盛りが0.1mmか0.02mmかで変わります)。
読み方のイメージを具体例で確認
具体例でイメージを固めてみましょう。よくあるパターンを2つ出しておきます。
- 例1:本尺が「20mmの少し先」で止まっていて、副尺の「4」がぴったり合っている
→ 20mm+0.4mm=20.4mm(最小目盛り0.1mmの場合) - 例2:本尺が「18mmの少し手前」で止まっていて、副尺の「8」が合っているように見える
→ 実は18mmをまだ超えていないので、読み直してみる必要あり
慣れないうちは「本尺側の目盛りをちゃんと見ずに、副尺の数字だけで判断してしまう」ことが多いです。必ず「整数部を先に決めてから、小数部を探しに行く」流れを徹底するだけでも、読み間違いはかなり減りますよ。
本尺+副尺で読む理由
長いものさしだけでは0.1mm以下の細かい寸法を読むのは厳しいので、細かいピッチの副尺で「ずれ」を読み取る仕組みになっています。イメージとしては、同じ長さの線を少しずらして重ねていき、どこで線がそろうかを見ている感じです。マイクロメータのスピンドル目盛りと発想は似ていますが、ノギスはスライドする構造なので、アナログでも比較的スピーディーに測れるのが強みですね。
視野全体で「読みの整合性」を見る
もう一つ意識してほしいのが、「一点だけを見るのではなく、全体のバランスを見る」ということです。本尺と副尺の線の間隔が不自然に見えたり、他の目盛りの方がよくそろっているように見える場合は、一度ノギスを少し動かして光の反射を変えながら確認してみてください。
数値に飛びつくのではなく、「この読み方で本当にラインがきれいにつながっているか?」を全体でチェックするクセを付けると、読みの精度が一気に安定してきます。
ノギス副尺の読み方のコツ
次はノギス副尺の読み方のコツです。
バーニアスケールの読み方でつまずく人は多いのですが、ポイントさえ押さえれば一気に読みやすくなります。特に、視線の角度と「どの線を基準に見るか」が分かると、急に世界が開けたように感じるはずです。
視差(パララックス)を避ける
まず大事なのが視線の角度です。目盛りを斜めから見ると「視差」でずれて見えるので、必ず目盛りに対して正面から見るようにしてください。これはメインスケールでも副尺でも共通のルールです。ノギスの本体側と副尺側で段差があると、その差が視差として効いてきて、0.02〜0.03mmくらい平気でズレてしまうことがあります。
僕自身も、現場で新人さんの測定値がやけにバラつくな…と感じたとき、横から覗き込むように目盛りを読んでいたのが原因だった、ということが何度かありました。読んでいる本人は「ちゃんと見ているつもり」でも、横から見ると明らかに目線がずれている、というのはよくある話です。
「一番そろっている線」を丁寧に探す
次に、副尺のどこを見るかですが、「本尺との線が一番きれいにそろっている位置」を探します。完全にぴったり合っているところを1本だけ選ぶイメージです。実際には、照明の位置やノギスの傷の状態によって、「2本くらい候補があるように見える」ケースもあると思います。
そんなときは、次の手順で落ち着いて確認してみてください。
同じワークを数回測ってみて、「このあたりに読みにくいゾーンがあるな」と感じるところは、自分の苦手パターンとして意識しておくといいですよ。
副尺・バーニアを読むときのチェックリスト
手のブレ・ノギスの揺れも意外な敵
もう一つ見落とされがちなのが、「読み取っている間にノギスがわずかに動いてしまう」問題です。
特に片手でノギスを持ち、もう片方の手でメモを取ったりしていると、気付かないうちにジョウが少し開閉してしまうことがあります。読み取りの瞬間は、両手でノギスを軽く支え、姿勢を固定してから目盛りを見るようにすると安心感がかなり違いますよ。
デジタルノギスの読み方解説
デジタルノギスの読み方はとてもシンプルで、基本的には表示されている数字をそのまま読むだけです。なので「アナログノギスの読み方は難しそうだから、とりあえずデジタルだけ使えればいいや」と考える人も多いのですが、実はデジタルならではの落とし穴もいくつかあります。
ゼロ合わせと単位確認は「儀式化」する
デジタルノギスの使い方の流れは、まずジョウをきちんと閉じた状態でゼロリセットボタンを押し、表示を0.00にそろえること。そこから測定物を挟み、画面に表示された値を読み取ります。多くのモデルはmmとinchの切り替えができるので、測定前に必ず単位を確認しておきましょう。
現場でよくあるのが、「いつの間にかインチ表示になっていて、妙な数値のまま測定を続けてしまう」というパターンです。僕も一度、なぜか0.01mm単位で値が動かないな…と思ってよく見たらインチだった、ということがありました。測定を始める前に「ゼロ」と「単位」の2点チェックをクセにしておくだけで、こういったトラブルはかなり防げます。
電池と環境の影響にちょっと敏感になっておく
デジタルノギス特有のポイントとして、電池残量と表示のチラつきがあります。表示が不安定になったり、たまに変な値を出したりする場合は、まず電池を疑うのがおすすめです。特に、長く使っているうちに「たまにリセットされる」「突然ゼロに戻る」といった症状が出てきたら、早めに電池交換やメンテナンスを検討した方がいいですね。
また、極端な高温・低温環境では、電子部品側もワーク側も挙動が変わりやすくなります。デジタルだからといって何でも正確というわけではなく、「表示されている数字はあくまで測定条件込みの結果」であることは、頭の片隅に置いておいた方がいいかなと思います。
また、加工機内で計測する場合はクーラントがノギスに付着していると正確な値が表示されないことがあるので注意してください。
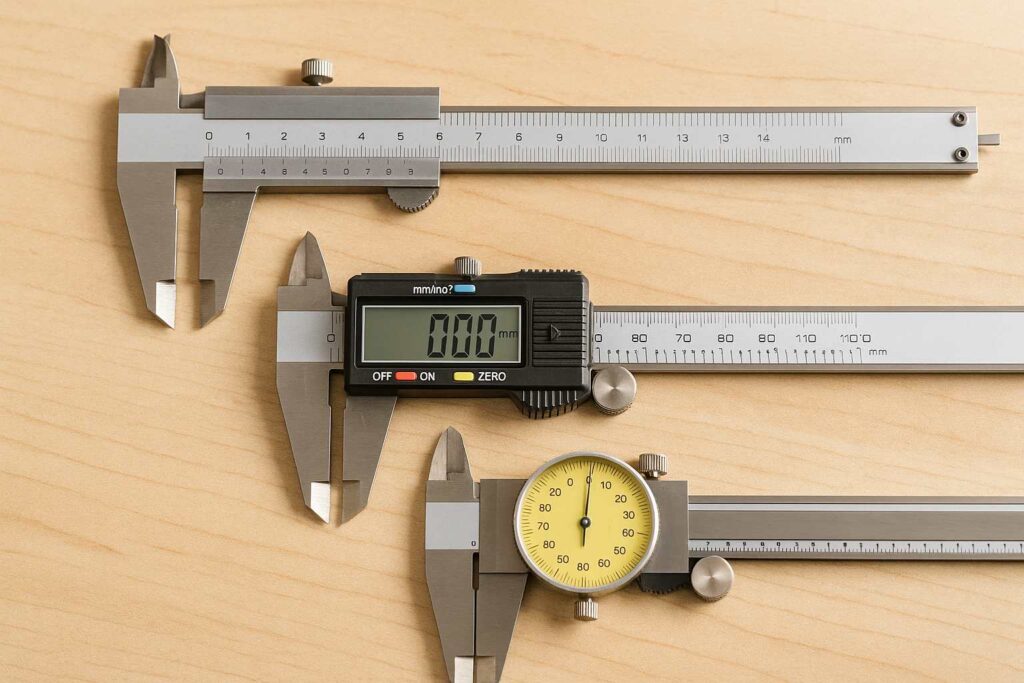
アナログとデジタルのざっくり比較
| 種類 | 読み方 | メリット | 注意点 |
|---|---|---|---|
| アナログノギス | 本尺+副尺を目視で読む | 電池不要で丈夫・構造がシンプル | 読み方に慣れが必要・視差の影響を受ける |
| デジタルノギス | 表示数字をそのまま読む | 初心者でも読みやすい・記録しやすい | 電池切れ・電子部品の故障・単位設定ミスに注意 |
| ダイヤルノギス | 本尺+ダイヤルの針を読む | 直感的で視認性が高く、感覚的に使いやすい | ダイヤル部の衝撃・汚れ・ギアの摩耗に注意 |
デジタルノギスを「アナログの延長」として捉える
個人的には、デジタルノギスは「アナログノギスに読み取り補助が付いたもの」と捉えておくのが好きです。構造的には、本尺とスライド機構があって、そこにスケールセンサが付いているという意味ではアナログと変わりません。なので、測定力が強すぎればジョウはたわみますし、斜めに当てれば当然値はズレます。
つまり、アナログでの正しいノギスの使い方を身につけたうえでデジタルを使うと、測定結果の信頼性が一段上がるということです。逆に言えば、アナログの基本をすっ飛ばしてしまうと、デジタルノギスの数字を「なんとなく信じているだけ」になってしまいがちなので、そのあたりはちょっと意識しておくといいかなと思います。
ダイヤルノギスの読み方入門
ダイヤルノギスの読み方は、アナログとデジタルの中間くらいの感覚です。本尺の整数値と、ダイヤルの針が示す小数値を合わせて読む仕組みになっています。アナログノギスの読み方さえ分かっていれば、そこまで違和感なく入っていけると思いますし、現場のベテランさんの中には「デジタルよりダイヤルの方が好き」という人も少なくありません。
ダイヤルノギスの基本的な読み方
基本的な手順としては、まずノギスを閉じた状態でダイヤルのゼロ合わせを行い、その後で測定物を挟みます。本尺側で例えば20mmを示していて、ダイヤルが「0.35」を指していれば、読みは20.35mmになります。針がぐるぐる一回転したら1mm、というタイプもあれば、0.2mm刻みなど、機種によって仕様が違うので、最初に一度だけは取扱説明書をさらっと確認しておくと安心です。
視認性の良さとリスクのバランス
ダイヤルノギスの良さは、やはり視認性の良さです。数字と針で直感的に読めるので、慣れてくると「パッと見で、だいたい何mmくらいか」が瞬時に分かります。特に、同じような寸法を連続で測るときには、針の位置の違いだけで合否のイメージがつかめるので、リズム良く測定を進められるのがいいところですね。
一方で、ダイヤル部は精密なギアとバネで構成されているので、落下や強い衝撃には意外と弱いです。うっかり床に落としてしまったあとに、針が微妙な位置で止まるようになったり、ゼロ合わせしても戻りが悪くなったりすることがあります。
「落としたことがあるダイヤルノギスは、一度は信頼できる基準と比較しておく」くらいの慎重さは持っておくと安心です。
ダイヤルノギスを使うシーンの考え方
どの現場でもダイヤルノギスが常備されているわけではありませんが、「数字を読むのが苦手」「アナログの副尺にどうしても慣れない」というタイプの人には、ダイヤルノギスはけっこう相性が良いです。僕自身も、細かい調整が多い段取り替えのときなどは、針の位置でサッと感覚的に判断できるダイヤルを好んで使うことがあります。
まとめると、ダイヤルノギスは「視認性と感覚的な使いやすさ」が武器で、その代わり「衝撃や汚れに少し弱い」という性格を持っている測定器です。
アナログ・デジタルそれぞれの特性と合わせて、現場の状況に合わせて使い分けてもらえるといいかなと思います。
ノギスの目盛りの読み方応用
ここからは、外径・内径・深さといった具体的なノギスの測り方や、ノギス測定誤差を減らすコツ、練習方法など、もう一段踏み込んだ内容を扱っていきます。
実際の加工現場で「これだけ押さえておけばひとまず安心」というポイントをまとめていきますね。ここを押さえておくと、検査工程で突っ込まれたときにも、納得感のある説明ができるようになります。
外径測定でのノギス測り方
まずは一番出番の多い外径測定のノギスの測り方から。丸棒やシャフト、外径を基準にする部品など、切削加工ではとにかくよく登場する使い方です。外径測定が安定してくると、図面寸法と現物寸法の関係も見えやすくなるので、加工条件のチューニングにも自信が出てきますよ。
外径測定の基本ステップ
外径を測るときのノギスの使い方は、以下の流れを意識すると安定します。
- ノギスを軽く閉じた状態で、ゼロ合わせを確認する(アナログなら0目盛り、デジタルなら0.00表示)
- 外側ジョウを少し開き、測定物をジョウの間に入れる
- 測定物の軸に対してノギスが直角になるように位置を調整する
- ジョウを軽く当て、押し付けすぎない力で固定する
- その状態でノギスの目盛りを読む(または表示値を確認する)
斜めの状態で挟むと、実際より大きい値が出やすいので、「直角」だけは毎回意識してほしいところです。また、大きめのシャフトなどは、1箇所だけでなく90度回転させて2〜3箇所測ると、偏摩耗や真円度の状態もざっくり把握できます。
ジョウのどこを当てるかで精度が変わる
外径測定では、ジョウの先端だけで挟むのではなく、できるだけ根元側(支点に近い方)でワークを当ててあげた方が安定します。先端で挟むと、少しの力でジョウが開いたり閉じたりしやすく、測定値がバラつきやすくなるからです。特に、長いノギスを使って大きいワークを測るときは、支点からの距離が誤差に効いてくるので意識しておきたいポイントですね。
外径測定でありがちなNGパターン
どれも実寸からズレる原因になります。測る前に、ワークもノギスもさっとウエスで拭く習慣をつけておくといいですよ。ちょっとした一手間ですが、測定の再現性が目に見えて変わってきます。
量産現場なら「測り方の統一」も重要
量産現場では、同じ部品を複数の人が測るケースも多いですよね。このとき、ノギスの測り方が人によってまちまちだと、「誰が測るかによって合否が変わる」という怖い状況が生まれてしまいます。可能であれば、「どの位置を」「どの向きで」「どの程度の力で」測るかを、現場内で簡単にルール化しておくと安心です。
内径と深さのノギス使い方
次に、内径と深さのノギスの使い方です。外径と比べると少しコツが必要ですが、仕組みが分かればそれほど難しくありません。内径・深さまわりは「誤差の方向」が外径と違ってくるので、その点だけ意識しておきましょう。
内径測定のポイント
内径を測るときは、内側ジョウを使います。ノギスを少し閉じ気味にして穴の中に差し込み、そこから少しずつジョウを開いていき、穴の内側に軽く当てます。このときも、ノギスが穴の中心に対してまっすぐになるように意識しながら、左右に軽く揺らして「一番大きい値」を探すのがコツです。
測定値の傾向としては、内径測定では「実際より小さく出る」パターンが多いです。原因は、ジョウのエッジが面取り部分に当たってしまったり、穴の真円度が悪かったり、ノギスを十分に差し込めていなかったりとさまざまです。内径は「最大値」を取りに行く意識を持つと、実際の寸法に近づきやすくなります。
穴径はバリやテーパーの影響を受けやすいので、感覚的には「測定値はあくまで一般的な目安」と考え、重要寸法なら内径マイクロやピンゲージと組み合わせて評価するのが安全です。
深さ測定のポイント
深さ測定では、デプスバーを使います。
ノギスのエンド部を基準面にしっかり当て、デプスバーを穴の底に軽く接触させてから、目盛り(もしくは表示値)を読み取ります。特に細いデプスバーは曲げやすいので、押し付け過ぎないように注意しましょう。
深さ測定で意識したいのは、基準面側がきちんと平らに当たっているかという点です。ワークの角Rやバリの影響で、ノギスのエンド部が浮いてしまうこともあります。気になるときは、測定前に軽く面取りしたり、基準面にスケールを当ててから測るなど、一工夫してあげるといいですよ。
内径・深さ測定で意識したいこと
ノギス測定誤差の原因と対策
ノギス測定誤差の原因は、大きく分けると「人」「ノギス本体」「環境」の3つです。それぞれ、現場でよく見るパターンと簡単にできる対策をまとめておきます。ここを押さえておくと、「なんか最近寸法がばらつくな…」と思ったときに、原因を一つひとつ潰していきやすくなります。
人側の要因
人側の誤差で多いのは、視差・力の入れ過ぎ・斜め測定の3つです。
視差は、目盛りの真上から見ればかなり減らせます。
力の入れ過ぎは、ノギスを「締め込む」よりも「触れる程度」に切り替えるだけでだいぶ変わります。
斜め測定は、ワークとノギスの関係をいつも90度でイメージするクセを付けるのが近道ですね。
例えば、外径を測るときにジョウをぐいぐい締めるクセがあると、ワークやノギスがわずかに変形して、実際より小さい値が出やすくなります。逆に、内径測定ではジョウを開ききる前に「これくらいかな」と読んでしまうと、実際より小さい値で止まってしまいます。測定力のかけ方は、意識して「いつも同じくらいの力」にそろえていきたいところです。
ノギス本体の要因
ノギス本体の要因としては、ジョウの磨耗や変形、スライダーのガタ、0点ズレなどがあります。一般的な汎用ノギスの精度保証は、JIS規格などをベースにした「±〇〇mm」という形で決まっており、シビアな寸法を追う場合にはマイクロメータや専用ゲージと役割分担するのが現実的です。こういった誤差要因については、ノギスメーカーの技術資料でも、視差や測定力、温度差、ジョウ先端での測定などが代表的な要因として挙げられています。(出典:ミツトヨ「General notes on use of caliper」)
アナログノギスなら、ジョウを閉じたときに本尺と副尺のゼロが合っているかを確認し、ズレていれば調整ネジやメンテナンスで補正します。デジタルノギスなら、ゼロ合わせボタンと電池残量のチェックをルーティンにしておくと安心です。スライダーの動きが極端に重かったり、特定の位置で引っかかるようなら、一度清掃や点検をしてもらった方がいいですね。
環境の要因
環境側では、温度・汚れ・振動あたりが代表的です。金属部品もノギスも温度によって伸び縮みするので、厳密に言えば20℃を基準にするのが本来の姿です。
ただ、現場ではそこまで管理しきれないことも多いので、「極端な高温・低温は避ける」「測定前にワークとノギスを少しなじませる」といった現実的な工夫でリスクを減らしていきましょう。
汚れに関しては、切粉やオイル、手の脂などがノギスのジョウやワークの測定面に付着していると、それだけで0.01〜0.02mmくらいは簡単にズレます。面倒に見えますが、測定前に「ノギスを拭く」「ワークを拭く」をセットでやるだけでも、測定結果の信用度がかなり上がりますよ。
精度に関する大事な注意点
ここで紹介している精度や誤差の数値は、あくまで一般的な目安です。実際のノギスの仕様や保証精度はメーカーや機種によって変わるので、詳しくは必ず各メーカーの公式カタログや取扱説明書を確認してください。また、検査成績書や出荷判定など重要な判断が絡む場合は、最終的な判断は所属工場の品質保証部門や専門家に相談するようにしてください。ノギスひとつの読みで全てを決めてしまうのではなく、マイクロメータやゲージ類も組み合わせながら「トータルで妥当かどうか」を見ていくのが安全です。
初心者向けノギス読み方練習
ノギスの目盛りの読み方は、正直言って「慣れ」がかなり大きいです。逆に言えば、初心者でもちょっとした練習を繰り返せば、短期間でかなり読めるようになります。ここでは、現場で後輩に教えるときによく使っている練習メニューをいくつか紹介しておきますね。
アナログノギスの読み方練習
アナログノギスの読み方を練習するときは、まず同じ物を何度も測って「自分の読みのブレ」を確認するのがおすすめです。例えば、φ20のピンを10回測ってみて、20.02、20.03、20.01…といった結果がどのくらいの範囲に収まるかをノートにメモしておきます。
この「自分のブレ幅」を知っておくと、現場で寸法を見たときに「今の値は自分の読みクセの範囲内か、それともワークが本当にズレているのか」を判断しやすくなります。ノギス読み方の練習は、自分の誤差のクセを知る作業だと思ってもらうといいかなと思います。
もう一歩踏み込むなら、同じワークを同僚や先輩にも測ってもらい、自分の値とどれくらい違うかを比べてみるのも有効です。もし±0.03mmくらいの差が当たり前に出ているなら、「測り方そのもののクセ」がかなり効いている可能性があります。ジョウの当て方や力の入れ方を観察し合うと、意外な発見があったりしますよ。
デジタル・ダイヤルの読み方練習
デジタルノギスやダイヤルノギスの場合も、アナログと同じワークを測って「表示値の安定度」を確認しておくと安心です。特にデジタルノギスは、電池残量や温度の変化で微妙に値が揺れることがあります。気になるようなら、マイクロメータやブロックゲージなど、より精度の高い標準器と比較しながら感覚を掴んでいきましょう。
また、デジタルとアナログを意図的に使い分けながら練習するのもおすすめです。例えば、アナログで20.2mmと読んだものをデジタルで測ってみて「20.21mm」と表示されたら、「自分の読みは少しマイナス寄りに出やすいんだな」といったクセが分かってきます。こういう感覚は、一度身につくと他の測定器にも横展開できます。
現場でおすすめの練習メニュー
ノギスの目盛りの読み方まとめ
最後に、ノギスの目盛りの読み方をざっくり振り返っておきます。ノギスの目盛りの読み方は、結局のところ「構造を知る」「ゼロ合わせを徹底する」「本尺と副尺の役割を理解する」の3つに集約されます。ここさえ押さえておけば、アナログでもデジタルでも、どのノギスを手にしても大きく迷うことはなくなるはずです。
切粉ラボとしていつもお伝えしているのは、測定は「作業の最後のオマケ」ではなく、加工そのものと同じくらい重要な工程だということです。ノギスの目盛りの読み方をしっかり固めておくと、加工条件の見直しや段取りの改善にも自信を持って踏み込めるようになりますし、図面との対話もぐっと楽しくなってきます。
なお、ノギスやその他の測定器の仕様・精度・推奨使用方法については、必ず各メーカーの公式情報や取扱説明書を確認してください。現場ごとの検査基準や合否判定についても、最終的な判断は所属工場の責任者や専門家に相談することを強くおすすめします。安全第一で、気持ちよく切粉を飛ばしていきましょう。


コメント