
ミクロンとマイクロの違い、よく耳にすると思います。現場だと「5ミクロンで」「±2マイクロで」みたいに会話が飛び交う一方で、図面にはμmやmmが混ざっていたり、入力はmm基準だったりして、地味に事故りやすいポイントです。
結論:ミクロンとマイクロは、同じ意味で使われることがありますが、厳密には役割が違います。
なお、μm単位の理解は、測定器の読み取りや図面確認とも深くつながります。測定の基本から整理したい場合は、マイクロメーターの測り方やノギスの目盛りの読み方もあわせて確認しておくと、寸法感覚がつかみやすくなります。
この記事では、ミクロンとマイクロの違いを「単位(μm)」「換算(mm↔μm)」「表記(μ/μm/um)」「記号μの扱い」「マイクロメートルの意味」「マイクロメータ(測定器)との違い」「公差・加工精度・図面」「NC/CNCでの入力」まで、切削加工の実務目線でまとめていきます。
読み終わる頃には、ミクロンとマイクロの違いでモヤっとしがちな場面でも、あなたの中でスッと判断できるようになるはずです。
- ミクロンとマイクロメートルの関係が分かる
- μmとmmの換算ミスを防げる
- μ・μm・umの表記ルールが整理できる
- 図面・公差・NC入力での注意点が分かる
ミクロンとマイクロの違い基礎理解
| ミクロン・μm | mm換算 | 現場での言い方 |
|---|---|---|
| 1μm | 0.001mm | 1ミクロン |
| 5μm | 0.005mm | 5ミクロン |
| 10μm | 0.010mm | 10ミクロン |
| 100μm | 0.100mm | 100ミクロン |
| 1000μm | 1.000mm | 1000ミクロン |
この換算感覚は、マイクロメータやシリンダーゲージの読み取りでも重要です。特に内径測定では、基準寸法との差をμm単位で読む場面があるため、シリンダーゲージの読み方もセットで押さえておくと理解しやすいです。
まずは土台づくりです。ミクロンとマイクロの違いは「大きさが違う」という話ではなく、呼び方・表記・文脈のズレで混乱しやすい、というのが本質かなと思います。
ここで単位の定義と記号を一気に揃えます。ここを押さえておくと、図面を読むとき・加工条件を決めるとき・検査で数字を扱うときに、変な不安が減りますよ。
ミクロンの単位とμmの意味
ミクロンは、現場で一番よく聞く言い方ですが、指している大きさはシンプルで、1ミクロン=1μm(マイクロメートル)です。要は「マイクロメートル」を、昔からの慣習でミクロンと呼んでいる、という理解でOKです。
ただ、混乱が起きるのは「同じもの」なのに、会話と文書で呼び方が切り替わるからなんですよね。
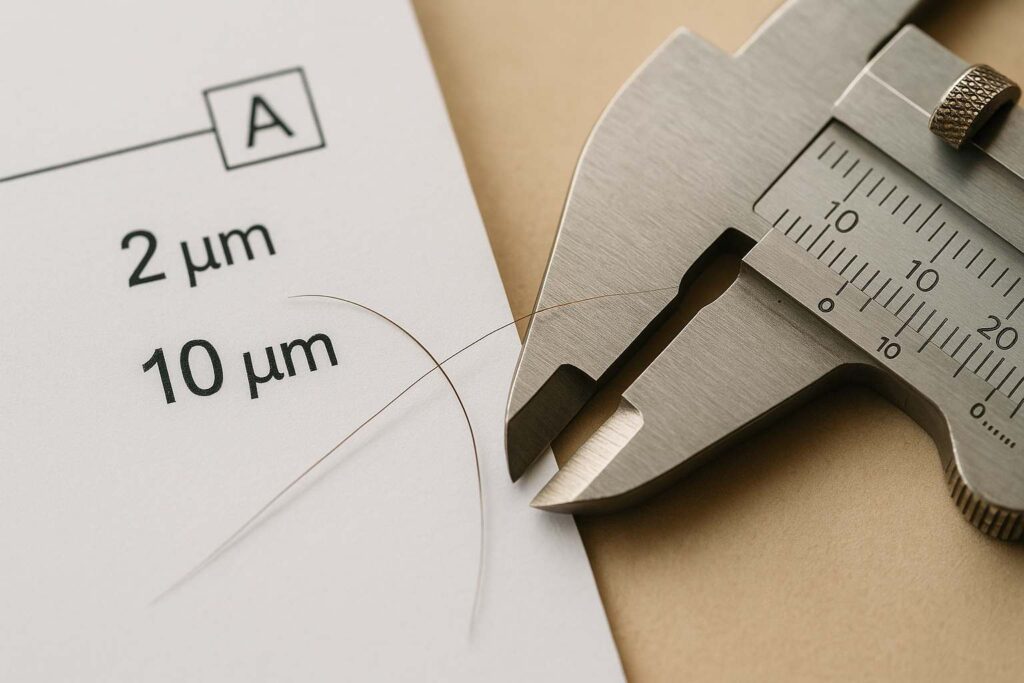
たとえば図面や仕様書だと「2 μm」「10 μm」みたいにμm表記が出ます。ところが現場の会話は「2ミクロン」「10ミクロン」になりがちです。
これ、慣れないうちは「あれ、μmってミクロンだっけ?」って一瞬止まります。ここで止まるクセが残っていると、忙しいときに読み飛ばして事故るんですよ。
たとえば「髪の毛がだいたい70~80μmくらい」と言われることが多いですが、これも言い換えると「70~80ミクロン」ってことですね。ミクロン=μmの読み替えができるだけで、図面と現場会話がかなり繋がります。
単位の正式な扱いは、産総研NMIJの国際単位系(SI)の説明も参考になります。SI接頭語では、マイクロ(µ)は10-6を表す接頭語として整理されています。
現場での“読み替え”のコツ
僕がよくやるのは、数字を見た瞬間に「mm換算で頭の中に置き換える」やり方です。
たとえば1μmは0.001mm。5μmは0.005mm。数字のスケール感がmm基準で体に入っている人ほど、この換算ができると一気に楽になります。
逆にmmのスケール感が弱い人は、最初は「μm→ミクロン→なんとなく小さい」で止まってしまうので“μm=0.00〇mm”の形で覚えるのが早いかなと思います。
呼び方の感覚としては、会話は「ミクロン」、文書や図面は「μm」が多いです。どっちが正しいというより、場面で分かれてるイメージですね。現場の会話はスピード優先なので短い言葉が残りやすい、ってだけです。
注意:単位や表記のルールは、会社・客先・業界慣習で微妙に運用が違うことがあります。この記事の内容は一般的な目安として捉えて、正確な情報は図面・仕様書・社内規定をご確認ください。最終的な判断に迷う場合は、設計・品質・計測の専門家に相談するのが安全です。
マイクロメートルと接頭語
「マイクロ」はややこしく見えるんですが、ポイントは2つだけです。
つまり「マイクロ」単体は、厳密には単位じゃなくて倍率の話です。現場で「±5マイクロ」みたいに言うときは、だいたい「±5μm」の意味で使っていることが多いので、会話のマイクロはμmを指しているかを意識すると迷いが減ります。
接頭語を知ると、他の単位も一気に読める
マイクロ(μ)は10-6です。だから、μmは10-6m。μsなら10-6秒、μgなら10-6g。こういう「接頭語+単位」ってルールが分かると、単位の意味を丸暗記しなくて済みます。切削加工だと長さ以外でも、回転数の秒、注油量のg、センサの応答時間のμsみたいに出てくることがあるので、知っておくと地味に効きます。
整理:ミクロンも、マイクロメートル(μm)も、長さとしては同じ。マイクロは本来「10-6」の接頭語。
現場会話の「マイクロ」は便利なんですが、文章にするときは「μm」「マイクロメートル」「ミクロン」のどれかに寄せて書いたほうが、読み手の解釈が割れにくいです。
μmとmmの違いと換算
実務で一番ミスりやすいのがここです。1mm=1000μm、逆に1μm=0.001mm。つまり、mmとμmはスケールが1000倍違います。1000倍って、聞こえは単純なんですけど、忙しいときに小数点が絡むと一気に事故ります。
図面上の数値を読むときは、単位だけでなく「どこまでが寸法指示で、どこからが注記なのか」も重要です。図面指示の読み取りに不安がある場合は、ローレット加工の図面指示のような具体例を見ると、加工側に伝えるべき情報の考え方がつかみやすくなります。
実務でよく使う公差換算表
加工や検査では、図面上のmm表記をμmに読み替える場面がよくあります。特に0.002mm、0.005mm、0.010mmのような小さな公差は、ミクロン単位で考えると感覚をつかみやすくなります。
| mm表記 | μm換算 | 現場での言い方 |
|---|---|---|
| 0.001mm | 1μm | 1ミクロン |
| 0.002mm | 2μm | 2ミクロン |
| 0.003mm | 3μm | 3ミクロン |
| 0.005mm | 5μm | 5ミクロン |
| 0.010mm | 10μm | 10ミクロン |
| 0.020mm | 20μm | 20ミクロン |
| 0.050mm | 50μm | 50ミクロン |
| 0.100mm | 100μm | 100ミクロン |
たとえば図面公差が「±0.005」と書かれていて、図面の単位がmmであれば「±5μm」、つまり「±5ミクロン」です。小数点を1つ見落とすだけで大きなズレにつながるため、mm表記とμm換算をセットで確認することが大切です。
換算ミスの典型パターン
注意:数値はあくまで一般的な目安として扱ってください。現場・製品・規格で前提が変わるので、正確な情報は図面・仕様書・社内ルールをご確認ください。最終的な判断は専門家にご相談ください。
「うちの現場はmm基準」「客先はμmで言う」みたいに文化が混ざるときほど、換算の“口頭確認”が効きます。「それ0.005mmのこと?」って一言入れるだけで、ミスの芽が潰れます。
ミクロン表記とμの注意点
表記で一番揉めるのが「μ」単体です。昔は「μ」でミクロン(=μm)を表す慣習がありましたが、今の一般的な技術文書ではμm表記が推奨される流れです。ここ、ルールを知ってても、現場に古い資料が残ってると普通に遭遇します。
実務では、古い資料や仕様書、膜厚などで「20μ」みたいな記載に出会うことがあります。
このとき大事なのは、「μ」が何を指しているかを勝手に決めつけないこと。図面や仕様の単位系を確認して、必要なら発行元に確認したほうが確実です。
μが出てきたら、まず見る場所
特に膜厚や表面処理の領域は、μが“長さ”として使われていることが多い一方で、工程表や検査表に独自の略記が混じることもあります。だからこそ、「見慣れてるから大丈夫」って思ったときが一番危ないです。
口頭では「ミュー」と言うより「ミクロン」と読み替えて運用されがちですが、文書の正式表記は「μm」で揃えると事故が減ります。現場の教育資料も、できればμm基準に直しておくと、引き継ぎが楽になります。
注意:表記の扱いは組織や客先ルールが絡みます。正確な情報は必ず図面・仕様書・社内規定をご確認ください。最終的な判断に迷う場合は、品質・設計などの専門家に相談するのが安全です。
JIS Z 8000-1に基づくSI接頭語の整理は、ミスミの技術情報ページでも確認できます。
参考:国際単位系 SI(JIS Z 8000-1:2014 より抜粋)|ミスミ
マイクロ表現の誤解と使い分け
「マイクロ」という言葉は、単位の話以外でも「微小」「精密」みたいなニュアンスで使われます。だからこそ、加工現場ではちょっとした誤解が起きがちです。たとえば「マイクロ加工」と言ったとき、単位としてμmを使っている話なのか、単に“微細な加工”という意味なのか、会話だけだと曖昧になりやすいんですよ。
会話で起きがちな“ズレ”
よくあるのは、「5ミクロン補正して」と言われたときに、NC画面へ「0.005」と入れるべきところを、慌てて「5.0」と入力してしまうような桁違いです。5μmは0.005mmなので、mm入力の機械では小数点の位置を必ず確認する必要があります。
僕のおすすめは、会話の中で不安があるときは「それ、μmで何ミクロン?」みたいに、単位で言い直す癖をつけることです。
言い直すだけで、勘違いがその場で潰せます。特に初対面の取引先や、部署が違う人とのやり取りは、言葉の癖が違うのでなおさらです。
実務の結論:曖昧な「マイクロ」は、数字と単位(μm / mm)に落として確認。これが一番コスパ良く事故を防げます。
ミクロンとマイクロの違い実務編

ここからは「じゃあ現場ではどう扱うのが安全か」を具体的にいきます。加工精度、公差、図面の読み取り、測定器、NC入力。ミクロンとマイクロの違いで事故りやすい所は、だいたいこの辺に集まってます。単位の理解だけじゃなく、実際の運用で“どこでズレるか”を意識して読むと、かなり実践的になりますよ。
加工精度で使うミクロン公差
「ミクロン公差」と言うと一気に高精度っぽく聞こえますが、現場で重要なのは、そのミクロンが“どの状態”でのミクロンかです。加工って、機械が動いた瞬間に寸法が決まるわけじゃなくて、段取り・工具・ワークの温度・測定方法まで含めて“結果の寸法”が決まります。ここを分解して考えないと、「機械は出てるはずなのに合わない」って沼にハマります。
特に切削条件が合っていないと、寸法のばらつきや仕上がりの不安定さにつながります。切削速度や送りの考え方が曖昧な場合は、切削速度と送り速度の違いも確認しておくと、ミクロン単位の寸法変化を考える土台になります。
同じ5μmでも、難易度は変わる
たとえば±5μmの公差でも、材質・形状・加工工程・測定環境で難易度がガラッと変わります。
温度が変わればワークも測定器も伸び縮みしますし、段取りの再現性が悪いと加工点が安定しません。
工具の摩耗や刃先の状態、切削油の影響、クランプによる歪みも効きます。
つまり、ミクロン公差は「加工条件だけ」じゃなく、周辺条件が全部乗ります。
加工と検査の“単位の統一”が効く
現場でよくあるのが、加工側は「0.005mm追い込み」で考えていて、検査側は「5μmで合否」で見ているパターンです。これ自体は同じ意味なんですが、頭のスケール感が違うので、会話が噛み合わないことがあります。こういうときは、加工条件・指示・検査基準を同じ単位で言い直すだけで、意思疎通がかなり改善します。
現場のコツ:ミクロン公差ほど「加工だけ」じゃなく「段取り・測定・環境」をワンセットで見ると安定しやすいです。
「この寸法、測定はどの方法で?」「測定の基準温度は?」みたいに一言聞くだけで、加工の打ち手が変わることが多いです。ミクロン領域は、情報の抜けがそのままバラつきになります。
注意:ミクロン公差の成立条件は製品・図面指示・測定方法で変わります。数値や運用はあくまで一般的な目安として捉えて、正確な情報は図面・仕様書をご確認ください。最終的な判断は品質・設計・計測などの専門家にご相談ください。
図面におけるμmとmm表記
図面での事故は、だいたい「単位の見落とし」か「表記ゆれ」です。
mmベースの図面にμmが混ざってくると、読み手の頭の中でスケールが一瞬ズレます。しかも図面って、同じ図面内でも、寸法はmm、公差はmm、表面粗さはμm、膜厚はμm…みたいに“単位の島”ができます。これが慣れてない人にはキツいんですよね。
混在図面でのチェックポイント
“読み違いが起きやすい場所”を先に潰す
僕が図面を見るとき、まずやるのは「単位が変わる場所」を探してマークすることです。
たとえば注記欄、表面粗さの記号、幾何公差の枠、表面処理の指示など。
ここにμmが出やすいです。
逆に、寸法線の数値はmmのままのことが多いので“そこはmmのつもり”で読み続けると、突然μmが出たときに読み飛ばします。
図面は「単位が切り替わる地点」を先に見つける。これだけで、読み違いの確率がかなり下がります。
注意:図面の単位系や注記のルールは、会社・客先・規格で違います。判断が割れそうなときは、正確な情報は発行元(客先図面なら客先)に確認してください。最終的な判断は、品質・設計などの専門家に相談するのが安全です。
社内教育用に図面の読み方を整えるなら、「mm」「μm」「表面粗さ」の単位を1枚のチェックシートにまとめておくと、引き継ぎが一気に楽になります。
測定器マイクロメータとの違い
単位の「マイクロメートル(μm)」と、測定器の「マイクロメータ」。
ここ、言葉が似すぎてて混乱ポイントです。
会話だと「マイクロ取って」が測定器の意味だったり、「±2マイクロ」が単位の意味だったりします。
新人さんほど「今どっちの話?」ってなりますよね。
現場での呼び分けの工夫
僕の現場感だと、単位は「ミクロン」、工具は「マイクロメータ」で分けると会話がスッキリします。
さらに噛み合わないときは、「そのマイクロは工具?単位?」って確認しちゃうのが早いです。
プライドとか関係なく、ミクロン領域は確認したほうが得です。
測定器の“分解能”と“信用できる範囲”は別
ここもよく誤解されるんですが、たとえばデジタルで0.001mm(=1μm)まで表示できる測定器があったとしても、常に1μmの精度で測れているとは限りません。
測定力、当て方、測定面の状態、温度、測定子の摩耗、ゼロ点のズレ。
いろいろ乗っちゃいます。
だから「表示が1μmだから安心」じゃなくて、測定方法と管理の仕方まで含めて考えるのが大事です。
実務の感覚:ミクロン領域は「測定できる」より「同じやり方で再現できる」が強いです。
再現性が出たら勝ちです。
測定器まわりの読み取りやゼロ合わせで不安があるなら、マイクロメーターの測り方、ノギスの目盛りの読み方、ハイトゲージの目盛りの読み方もあわせて確認しておくと、測定器ごとの読み方の違いが整理しやすくなります。
注意:測定結果の解釈や保証範囲は、測定器の仕様・校正・社内基準で変わります。正確な情報はメーカーの公式資料や社内の検査基準をご確認ください。最終的な判断は計測の専門家にご相談ください。
NC加工でのμm入力注意

NC/CNCで怖いのは、ミクロンのつもりがミリで動くやつです。多くの現場では入力はmm基準なので、たとえば「5μm動かしたい」は「0.005mm」です。ここ、分かってる人でも、疲れてると普通にやらかします。
よくあるヒヤリ
ミクロン案件の入力は“確認手順”を固定化
僕はミクロン案件ほど、入力のたびに同じ順番で確認します。
たとえば「単位→小数点→桁→移動方向→干渉の有無」。
この順番を決めておくと、焦ってても脳が勝手にチェックしにいきます。
入力前に「単位」「小数点」「桁」を声に出して確認。これを儀式化すると、ミクロン案件の事故がかなり減ります。
おすすめ:加工指示が「±5ミクロン」みたいに来たら、プログラム上の表現(mm)に落としてメモを残す。「±0.005mm」と書いとく。これだけで引き継ぎが安定します。
補正値は“最後に戻せる形”で扱う
工具補正や座標補正で微調整するときも、ミクロン単位は累積しやすいです。
誰がいつどれだけ動かしたか分からなくなると、トラブル時に原因が追えません。だから、補正は都度ログを残す、変更前の値を控える、戻し手順を決める。ここまでやって初めて“ミクロンを扱える現場”になります。
NC旋盤では、工具補正やノーズR補正の理解も寸法管理に直結します。補正値の考え方をもう少し深掘りしたい場合は、旋盤のノーズR補正やNCプログラム勉強の始め方も参考になります。
注意:NCの操作・補正・入力は機械や現場ルールで手順が異なります。安全のため、必ず取扱説明書・社内手順・安全ルールを優先してください。最終的な判断は現場の責任者や専門家にご相談ください。
ミクロンとマイクロの違いでよくある質問
ミクロンとマイクロは同じ意味ですか?
長さの話で「1ミクロン」「1マイクロメートル」と言う場合は、どちらも1μmを指します。ただし、マイクロは本来「100万分の1」を表す接頭語なので、長さ以外の単位にも使われます。
1ミクロンは何mmですか?
1ミクロンは0.001mmです。逆に1mmは1000μmです。たとえば5μmは0.005mm、10μmは0.010mm、100μmは0.100mmになります。
μとμmは同じですか?
厳密には同じではありません。μは「マイクロ」という接頭語で、μmは「マイクロメートル」という長さの単位です。古い資料ではμだけでミクロンを表すこともありますが、文書ではμmと書く方が安全です。
umとμmは同じ意味ですか?
実務上、umはμmの代用表記として使われることがあります。ギリシャ文字のμが入力しにくい環境でumと書かれることがありますが、正式な技術文書ではμm表記にそろえる方が誤解を防ぎやすいです。
マイクロメータとマイクロメートルは違いますか?
違います。マイクロメータは寸法を測る測定器で、マイクロメートルはμmという長さの単位です。現場ではどちらも「マイクロ」と略されることがあるため、測定器なのか単位なのかを確認すると安全です。
5ミクロンをNCで入力するときは何mmですか?
5ミクロンは0.005mmです。NCやCNCの補正入力がmm基準の場合、「5」と入力すると5mmになってしまう可能性があります。ミクロン単位の補正では、小数点と桁を必ず確認してください。
ミクロンとマイクロの違いまとめ
最後に、ミクロンとマイクロの違いを一言でまとめると、長さとしては同じ(1ミクロン=1μm)で、混乱の原因は呼び方・表記・文脈のズレです。ここが整理できるだけで、図面読み・加工条件・検査・NC入力の全部がちょっと楽になります。
この3点だけは持ち帰ってください
最後に:迷ったら“単位を言い直す”が最強
結局、現場で一番効くのは「それ、μmでいくつ?」「mmだといくつ?」って言い直すことです。相手がベテランでも新人でも、ここは遠慮いりません。ミクロンの世界は、遠慮より確認が勝ちです。
数値や運用ルールは、現場・会社・客先で前提が変わります。なので、この記事の内容はあくまで一般的な目安として使いつつ、最終的な判断は図面・仕様書・社内規定に寄せてください。もし判断が割れそうなら、設計・品質・計測の専門家に相談するのが一番安全です。
段取りや検査で基準を作る考え方までつなげたい場合は、イケールとは?現場目線で解説も参考になります。定盤や直角基準を使う場面を理解しておくと、測定値のばらつきを考えるときにも役立ちます。


コメント