塑性加工の読み方、ふと迷うときありますよね。図面や打ち合わせで言葉がズレると、地味に困るやつです。
【切粉ラボ】マスコットキャラクターのキリコンです!!
この記事では、塑性加工の読み方【そせいかこう】を入口にして、塑性変形と弾性の違い、延性や可塑性といった周辺用語まで、現場で通じる言い方に落として整理します。
さらに、鍛造加工・圧延加工・プレス加工・押出し加工・引抜き加工といった代表的な塑性加工の種類、英語表現までまとめるので、会話と資料づくりがスムーズになるはずです。
塑性加工の読み方と意味
まずは読み方と「何を指す言葉なのか」をハッキリさせます。ここが曖昧だと、後半の工法の話が全部ぼやけます。
塑性の読み方と塑性変形

「塑性」はそせいと読みます。塑性加工は、そのままそせいかこうです。読み方だけ見ると簡単なんですが、会話でつまずくのは「そせい=何?」が腹落ちしてないときなんですよね。ここ、気になりますよね。
塑性って結局なにを指す?
塑性は、材料に力を加えて変形させたとき、力を取り除いても元に戻らず形が残る性質のことです。現場だと「永久変形する領域」として捉えると話が早いです。例えば板を曲げたあと、手を離しても曲がったまま残る。これが塑性変形です。
ただし、現実の材料は「弾性だけ」「塑性だけ」で割り切れません。力をかけた瞬間は弾性で動き、限界を超えると塑性に入る、みたいに連続してるんです。だから「塑性変形」は、単に“変形した”ではなく、「戻らない範囲まで変形した」という意味で使うとズレが出にくいです。
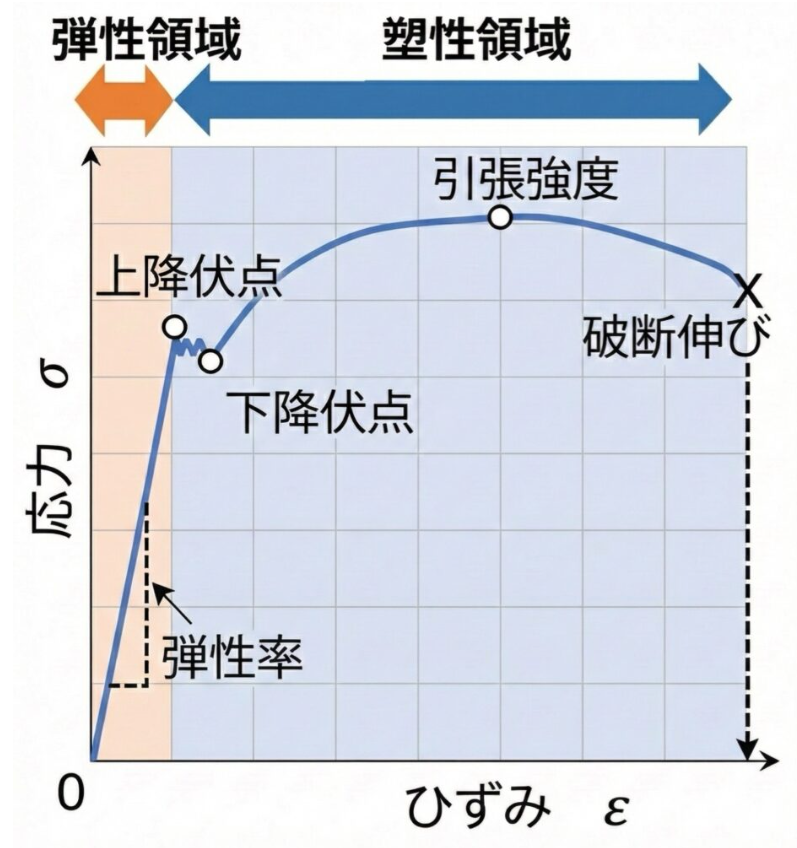
降伏のイメージを持つと一気にわかる

塑性の入口には、一般に「降伏」と呼ばれる境目があります。ここを超えると、戻り切らない変形が残りやすい。図面や材料データで出てくる「降伏点」「耐力」は、まさにこの境目の目安です。もちろん材料によって“はっきり降伏する”ものもあれば“じわっと移行する”ものもあるので、数字を鵜呑みにするより「塑性域に入ると戻らない」がコアだと思ってください。
漢字の「塑」は、粘土をこねて形を作るイメージに近い字です。だから塑性は「形を作れる性質」くらいで覚えておくと、読み方も意味も忘れにくいですよ。
現場での言い換えフレーズ
会議や現場指示では、難しい言葉よりも言い換えが効きます。例えば「ここから先は塑性域に入るから戻らない」「この曲げは塑性変形させて角度を作る」みたいに、戻る・戻らないで説明すると伝わりやすいです。特に学生さんや新人さんが相手なら、「粘土みたいに形が残る」って言うと一発で通じます。
覚え方のコツ
弾性と塑性の違い

弾性は「戻る」、塑性は「戻らない」。言葉にすると単純ですが、実際の加工はその中間の挙動(戻りの量)が効いてきます。特に曲げや絞りの現場だと、弾性がちょいちょい顔を出して、寸法や角度を狂わせるんですよね。
弾性変形は「材料の反発」だと思うといい
弾性は、力を抜くと元の形に戻ろうとする性質です。バネやゴムのイメージが強いですが、金属ももちろん弾性を持っています。つまり、曲げても押しても、まずは弾性で“抵抗して戻ろうとする”んです。
塑性変形は「形を固定する領域」
塑性は、戻らない変形が残る領域。だから塑性加工は、基本的に「塑性域まで入れて形を固定する加工」です。ただ、実際は「弾性で戻る分」を見越して、狙い角度より多めに曲げたり、金型形状を補正したりします。ここを理解してるかどうかで、段取りの当たり外れが変わります。
弾性と塑性のざっくり比較
| 用語 | 力を抜いた後 | 現場での例 | 注意点 |
|---|---|---|---|
| 弾性 | 元に戻る | バネ、ゴムの戻り | 曲げの戻り量に影響 |
| 塑性 | 変形が残る | 板金の曲げ、鍛造の成形 | 加工硬化・割れの原因にも |
よくある勘違い:塑性加工=戻りゼロではない

「塑性加工なんだから戻らないでしょ?」って思いがちですが、加工後の部品には弾性由来の戻りが残ります。これが、いわゆるスプリングバック(戻り)です。例えばV曲げだと、狙い角度より少し深く曲げて、戻った後に狙い角度に合わせる、ってやりますよね。
現場では弾性と塑性の両方が同時に顔を出すので、「どっちが支配的か」で考えると判断がラクになります。素材・板厚・曲げR・加工速度・潤滑などで戻り量が変わるので、「この材料は戻りやすい」「この形は戻りが読みにくい」みたいな感覚も、立派な現場知です。
注意
戻り量は、あくまで一般的な傾向として語られることが多いです。同じ材質でもロットや熱処理、加工条件で変わるので、最終的には試作・測定で詰めるのが安全です。
延性が高い材料の特徴
延性(えんせい)は、材料がよく伸びる性質のこと。塑性加工の話では、延性が高いほど「割れにくく、形を作りやすい」方向になります。ここも言葉だけだとフワッとするので、現場の“あるある”に落としていきます。
延性が高いと何がうれしい?
延性が高い材料は、曲げ・絞り・伸ばしなどの加工で、破断(割れ)までの余裕が取りやすいです。たとえば深絞りでカップ形状を作るとき、延性が低いと途中で割れやすい。逆に延性が高いと、素材が粘って追従してくれるので歩留まりが上がりやすいです。
延性だけで勝負は決まらない
ただし、延性が高ければ何でもOKではなくて、加工条件・温度・板厚・曲げRなどで結果は変わります。特に冷間で強い変形を入れると、途中から硬くなって加工が重くなることもあります。これが加工硬化(ひずみ硬化)です。
延性がある材料でも、加工硬化で急に割れやすくなったり、戻りが増えたり、金型負荷が上がったりします。「延性が高い=楽勝」とは言えないのが面白いところですね。
塑性加工の現場で「途中から急に曲がりにくい」「割れが出やすい」と感じるなら、加工硬化(ひずみ硬化)が絡んでいる可能性があります。深掘りしたいなら下記事も合わせてどうぞ。

延性が効く代表シーン
延性の影響が出やすい加工例
「割れにくい材料」を探すときの見方
材料のカタログやミルシートで「伸び(伸び率)」が出ていることがあります。これは延性をざっくり見る指標として使えることがありますが、数値だけで確定はしないでください。板厚、方向性(圧延方向)、加工条件で変わります。あくまで“目安”として使い、最終的な判断は現物での試験・評価が確実です。
可塑性とは何か
可塑性(かそせい)は、言い方としては「塑性」とかなり近いです。一般的には、外力を加えることで材料が形を作れる方向に変形する性質を指します。読み方でつまずきやすいのもそうですが、概念が似てる言葉が多くて混乱しがちなんですよね。
可塑性と塑性の違いは「言葉の使いどころ」
ざっくり言うと、塑性は材料の力学的な性質として語られやすく、可塑性は「加工しやすさ」や「形を作りやすさ」のニュアンスで語られやすいです。例えば樹脂だと「可塑剤」みたいな言葉が出てきて、柔らかくして成形しやすくする、という文脈で使われます。
プラスチック=樹脂、でもplasticity=可塑性/塑性

樹脂の「プラスチック」という言葉も、形を作りやすい(plasticity)イメージから来ていて、ここで混乱する人が多いです。金属でも樹脂でも、弾性と塑性の両面を持つので、言葉だけで割り切らないのがコツですね。
実務的には、金属加工の文脈で「可塑性」と言われたら「塑性(戻らない変形のしやすさ)」を指していることが多いです。一方、樹脂成形の文脈だと温度や添加剤で柔らかくなって成形しやすい、という話に寄りやすい。ここを押さえると、会話のすれ違いが減ります。
似ている用語の整理
| 用語 | 読み方 | ざっくり意味 | よく出る文脈 |
|---|---|---|---|
| 塑性 | そせい | 戻らない変形の性質 | 金属材料・力学 |
| 可塑性 | かそせい | 形を作りやすい性質 | 加工性・樹脂成形 |
| 延性 | えんせい | よく伸びる性質 | 割れにくさ |
| 弾性 | だんせい | 戻る性質 | 戻り・剛性 |
現場での使い分け例
例えば「この材質は可塑性が高いから絞れる」という言い方は、加工者の感覚としては自然です。逆に、設計や解析だと「塑性域」「塑性変形量」みたいに、より力学寄りの言葉になります。どっちが正しいというより、相手の立場に合わせて言葉を寄せるのが一番強いです。
塑性加工の英語表現
英語だと塑性加工はplastic workingやdeformation processingあたりがよく出ます。資料や海外サプライヤーとのやり取りで見かけることが多いです。英語の単語って、分かってるつもりでも文脈で意味が変わるので、ここも一回整理しておくと安心です。
plastic working は「塑性加工」の王道
plastic working は、材料を破壊せずに塑性変形させて形を作る加工の総称として使われます。プレス、鍛造、圧延、押出し、引抜きなど、この記事で出てくる代表工法はだいたいこの括りに入ります。
(出典:アイダエンジニアリング「プレス機械用語集:塑性加工」)
deformation processing は「変形プロセス」寄り
deformation processing は、直訳すると「変形加工」っぽいニュアンスで、材料の変形を通じた加工プロセス全般を広く指す場面があります。学術論文や技術資料ではこちらが使われることもありますが、会話ではplastic workingのほうが通りが良い印象です。
plastic の落とし穴:樹脂の話に見える
注意したいのは、plastic が「樹脂」そのものを指す文脈も多い点。例えば “plastic parts” は樹脂部品の意味になりやすいですよね。だから文書の前後で、plastic が「材料(樹脂)」なのか「性質(塑性)」なのか、必ず確認しておくと事故りにくいです。
英語資料で迷ったら、まずは「その資料の主語が金属加工なのか、樹脂成形なのか」を確認すると早いです。ここが分かれば plastic の意味も自然に決まります。
塑性加工の読み方と種類
ここからは、代表的な工法を「読み方」とセットで整理します。名前だけ覚えても現場では使いにくいので、用途イメージも一緒に持っておくのがおすすめです。
鍛造加工の読み方と用途

鍛造加工はたんぞうかこう。金属を叩く・押すなどして、金型や工具で成形する加工です。鍛造って聞くと「叩く」イメージが強いですが、実務ではプレス鍛造のように“押して形を出す”ケースも多いです。
鍛造が「強い」と言われる理由
鍛造は、材料に大きな塑性変形を与えながら成形するので、組織が締まりやすく、強度や信頼性が求められる部品に使われがちです。ただし、鍛造=必ず高強度とは限りません。材料、温度、変形量、熱処理、欠陥の有無などで結果は変わります。ここ、盲信すると危ないやつです。
現場での「鍛造あるある」
鍛造は金型の影響が大きいので、形状の自由度は切削より狭くなりやすいです。Rの付け方や抜き勾配、フラッシュ処理、後加工の余白など、設計段階から“鍛造として成立する形”に寄せておくと、後で泣かなくて済みます。
鍛造が選ばれやすい例
加工者目線のチェックポイント
鍛造は「金型で流す」加工なので、材料の流れが偏ると欠陥が出ます。流れ線、折れ込み、割れ、充填不足などですね。だから図面を見るときは、形状だけでなく「どこから材料が流れるか」をイメージすると、問題点が早めに見えます。学生さんは最初ピンと来ないかもですが、ここを意識できると一気に現場で強くなります。
圧延加工の読み方と特徴

圧延加工はあつえんかこう。ローラーで材料を挟み、厚みを減らしながら延ばして板や棒を作ります。鋼板や形鋼など「材料そのものを作る工程」として登場することが多いです。加工というより素材製造の入口なので、設計側だと意識が薄くなりがちですが、ここが意外と効いてきます。
圧延は「素材の性格」を作る工程
圧延は大量生産に向いていて、板材・棒材・形材を高速に作れます。一方で、圧延方向(繊維方向)によって性質が変わるケースもあります。例えば曲げ方向で割れやすさが変わる、溶接後の変形傾向が変わる、みたいな話ですね。
冷間圧延と熱間圧延のイメージ
ざっくり言うと、熱間圧延は高温で加工して作るので成形しやすく、冷間圧延は常温近くで仕上げて寸法や表面が綺麗になりやすい、というイメージが持たれがちです。ただし、ここも「一般的な傾向」で、用途や規格で変わります。断定せず、要求仕様から逆算して選ぶのが安全です。
圧延材を使うときの見え方
| 観点 | 現場で起きやすいこと | 対策の考え方 |
|---|---|---|
| 方向性 | 曲げ方向で割れやすさが変わる場合がある | 圧延方向を図面・工程で意識する |
| 表面 | 後工程の塗装・めっき・溶接品質に影響 | 表面状態の指定と受入検査を整理 |
| 寸法公差 | 板厚のばらつきで曲げ角がブレることがある | 公差の取り方と金型補正で吸収 |
設計・加工での実務ポイント
圧延材は扱いやすいことが多いですが、最終用途の要求(曲げ、溶接、疲労など)によって評価ポイントは変わります。だから「圧延だから安心」ではなく、「この部品の要求に対して、この素材で大丈夫?」で考えるのがコツです。迷ったら、材料メーカーの規格資料やミルシート、社内基準を確認しつつ、必要なら試験で裏を取るのが堅いです。
プレス加工と板金加工
プレス加工は、薄板を金型で成形する代表選手です。読み方としては「ぷれすかこう」ですが、実務だと「絞り」「曲げ」「抜き」「せん断」など工程名で会話することが多いです。板金加工はもう少し広い言い方で、プレスだけでなくレーザー・曲げ・溶接なども含めて語られることがあります。ここが会社や現場で言葉がズレやすいポイントですね。
「プレス」と「板金」をどう使い分ける?
僕の感覚だと、プレス加工は「金型を使って成形する」ニュアンスが強いです。一方、板金加工は「薄板を材料にして、切って曲げて溶接して形にする」全体像を指すことが多い。だから社内で板金と言ったら、レーザー切断やタレパン、ベンダー曲げ、スポット溶接まで含めた工程全体の話になりやすいです。
プレス加工でハマりやすいポイント

プレスは速いし量産に強い反面、金型と条件の影響が大きいです。具体的には、バリ、シワ、割れ、寸法ばらつき、戻り、型あたり、カジリ(焼付き)など。ここで「材料の延性」「弾性の戻り」「潤滑」「板厚ばらつき」が全部つながってきます。
トラブルを減らすための視点
工程名が分かると会話が一気に楽になる
現場でプレスの話をするとき、「プレスです」だけだと情報が足りません。「抜きなのか」「曲げなのか」「絞りなのか」で、見るべきポイントが違うからです。工程名で会話できると、問題の切り分けも早いですよ。
プレス加工の工程やトラブル(バリ、シワ、割れ、戻りなど)を体系的に整理したいなら、下記事が役に立つと思います。

押出し加工の仕組み
押出し加工はおしだしかこう。材料をダイス(型)に押し込んで、一定の断面形状を連続的に作る加工です。アルミサッシやフレーム、パイプ材など「長いもの」を作るイメージが分かりやすいですね。
押出しが得意なこと
押出しの強みは、断面形状の自由度が高いこと。中空形状やリブ付き形状など、切削でやると大変な断面でも、押出しなら連続的に作れる可能性があります。量産するときのコストメリットも出やすいです。
押出しの難しさは「流れの癖」と「肉厚バランス」
断面形状の自由度が高い一方で、肉厚のバランスや流れの偏りで品質が変わることもあります。たとえば薄肉と厚肉が混在すると、流れが偏って反りが出る、ねじれる、寸法が暴れる、といった癖が出やすいです。ここを甘く見ると、後工程で治具で矯正するハメになってコストが跳ねます。
押出しは「断面の設計」がキモです。軽量化で薄肉に寄せると、ねじれ・反り・寸法の癖が出やすいこともあるので、試作評価で早めに癖をつかむのが安全です。
設計者・加工者が押さえると強いポイント
押出しで詰めたいチェック項目
現場で困るのは「断面は良いのに長手が暴れる」
押出し材は、断面寸法が出ていても長手方向で反りやねじれが出ることがあります。部品の組付けで苦労しがちなやつですね。だからこそ、図面では断面だけでなく長手方向の管理(反り許容、ねじれ許容、切断精度など)も含めて、要求を明確にしておくとトラブルが減ります。
引抜き加工で作る製品
引抜き加工はひきぬきかこう。材料を引っ張りながらダイスを通して、断面を小さく・精度よく仕上げる加工です。ワイヤー、棒材、管材などでよく使われます。見た目は地味なんですが、実は身の回りに引抜き材はめちゃくちゃ多いです。
引抜きの強み:精度と表面
引抜きは、断面精度や表面状態が安定しやすい傾向があります。だから、ワイヤーやシャフト材、細いパイプなど、寸法が効く素材で採用されやすいです。後工程の切削を減らせることもあります。
引抜きの落とし穴:加工履歴が“残ってる”
表面や寸法が安定しやすい反面、加工履歴が強く入っている素材もあるので、後工程(曲げ、切削、熱処理など)で性格が変わる場合があります。例えば「同じ材質なのに曲げたら割れやすい」「切削で反りが出る」みたいなやつ。材料そのものが悪いというより、加工履歴と条件が噛み合ってないことが多いです。
現場で起きやすい“違和感”の例
「材料証明」と「条件の見える化」で落ち着くことが多い
現場では「同じ材質のはずなのに、ロットで加工性が違う」みたいな話の裏に、引抜き条件や加工硬化が隠れていることもあります。気になるときは材料証明や条件の確認をおすすめします。誰かの感覚に頼るより、履歴を拾って原因を絞るほうが早いです。
注意
引抜き材の性格は、材質だけでなく減面率や中間焼鈍などの履歴でも変わります。最終用途に合わせて、メーカー資料や社内基準を確認し、必要なら専門家に相談して進めるのが安全です。
塑性加工の読み方まとめ
最後にまとめます。塑性加工の読み方はそせいかこう、塑性はそせいです。弾性(だんせい)と対になる言葉で、力を抜いても形が戻らない変形を扱う加工だと押さえておけば、会話で迷いにくいです。
この記事で押さえた「言葉の芯」
これだけ覚えれば会話が通る
工法名は「読み方+用途イメージ」でセットにする
そして、鍛造加工(たんぞうかこう)・圧延加工(あつえんかこう)・プレス加工・押出し加工(おしだしかこう)・引抜き加工(ひきぬきかこう)は、どれも塑性加工の代表格。名前だけでなく「どんな形を、どんな狙いで作るか」で選ぶのが現場的には正解です。ここを押さえると、図面レビューでも工程検討でも話が一段早くなります。
最後に:断定しすぎないのが安全運転
塑性加工は、材料・形状・条件・設備で結果が変わります。だからこそ、一般論を“当てはめる”より、一般論を“出発点にして検証する”ほうが強いです。あなたの現場の条件に合わせて、試作・測定・条件出しで詰めていくのが結局いちばん近道かなと思います。
注意
この記事の内容は、あくまで一般的な整理と現場での考え方の目安です。材質・板厚・形状・温度・設備条件によって最適解は変わります。
正確な仕様や規格、最新の定義は公式資料(規格書・メーカー資料など)をご確認ください。最終的な判断は、社内の担当者や材料・加工の専門家にご相談ください。


コメント