
スケールフィードバックとは何かを調べていると、体重計の話やスマートスケールの説明が混ざって、工作機械で知りたい内容にたどり着きにくいことがありますよね。
金属加工の現場で知りたいのは、リニアスケールやクローズドループ制御、オープンループとの違い、CNC制御精度との関係、位置決めやセンサフィードバック比較の話かなと思います。言葉の意味が広いぶん、検索結果だけだと少し整理しづらいかもです。
この記事では、工作機械向けに話を絞って、スケールフィードバックの基本から、なぜ精度に効くのか、どんなメリットがあるのか、導入時にどこへ注意するべきかまで、現場目線でわかりやすく整理していきます。
スケールフィードバックとは何か
まずは言葉の意味を、工作機械の文脈でしっかり切り分けます。この章では、リニアスケールの役割、クローズドループ制御との関係、オープンループとの違い、そして位置決め精度にどうつながるかを順番に見ていきます。ここが曖昧だと、設備仕様書やメーカー資料を読んだときに理解がぼやけやすいんですよ。逆に言えば、この章の内容が腹落ちすると、スケールフィードバックという言葉をかなり現場向けに読み解けるようになります。
リニアスケールの仕組み
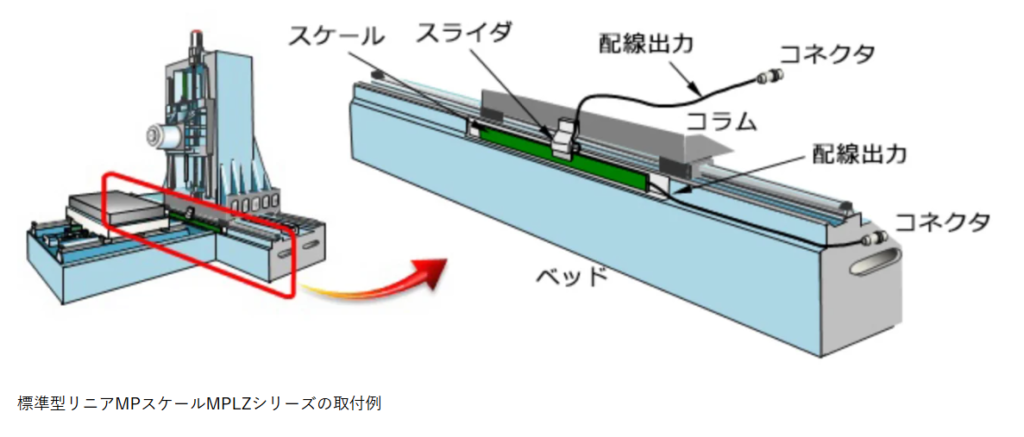
金属加工の現場でスケールフィードバックと言うと、まず中心になるのはリニアスケールによる位置フィードバックです。これは各軸の直線移動量を高分解能で検出し、その実位置の情報をNC装置やサーボ制御へ返す仕組みです。ここで大事なのは、モータの回転量から理論値として位置を求めるのではなく、軸が実際にどこまで動いたかを見にいくところです。工作機械では、理論どおりに回っていることと、狙った位置に到達していることが必ずしも一致しません。ここ、最初は少しややこしいですが、現場で精度を考えるとかなり本質的なポイントですよ。
送り系には、ボールねじのピッチ誤差、ナット部のわずかな遊び、カップリングのクセ、ガイドの状態、熱膨張、組付け誤差、経年摩耗など、位置ズレにつながる要素がいくつもあります。しかもこれらは単独で効くというより、重なって現れることが多いです。たとえば朝一の冷えた状態では寸法が少し詰まり気味だったのに、暖機が進むと今度は逆方向へ流れる、みたいなことは普通にあります。モータが正しく回っていても、テーブルや工具先端が狙いどおりの位置に来ているとは限らない。だからこそ、実位置を直接拾えるリニアスケールの意味が出てきます。
たとえばX軸へ100.000mmの移動指令を出しても、送り系にわずかな誤差があれば、実際には99.998mmや100.003mmのようなズレが出ることがあります。数ミクロン程度なら大したことがないように見えるかもしれませんが、工作機械ではこの差が穴ピッチ、はめあい、段差位置、輪郭精度にそのまま効くことがあります。特に精密部品や複数面の相対関係が厳しい加工では、この小さなズレが後工程や組付けで効いてくるんですよ。単発では気づきにくくても、ロットで見ると再現性の悪さとして表面化することもあります。
リニアスケールが見ているもの
リニアスケールの価値は、モータの動きではなく、軸の移動結果に近い位置情報を返せることです。言い換えると、伝達系の途中で生じるズレを含んだままではなく、その先の結果を見て補正しやすいということですね。HEIDENHAINの公式情報でも、リニアエンコーダは機械要素を介さずに直線軸位置を測定し、バックラッシやボールねじのピッチ誤差、発熱の影響など潜在的な誤差源を減らしやすい考え方が示されています。参考にするなら、出典:HEIDENHAIN「Linear encoders for position measurement」が一次情報として読みやすいです。
リニアスケールの本質は、命令した移動量ではなく、実際の移動結果を見て補正できるところです。
もちろん、リニアスケールを付ければすべての誤差がゼロになるわけではありません。主軸の振れ、工具摩耗、ワーク固定、機械剛性、熱の入り方、切削条件の変化など、精度を左右する要素は他にもたくさんあります。ただ、それでも実位置を見ながら制御できることは、再現性を高めるうえでかなり大きいです。特に、同じプログラムなのに時間帯や連続運転時間で結果が動く現象を追うとき、実位置の情報があるかどうかで考え方がかなり変わります。
また、現場で混同しやすいのが「分解能が高いこと」と「加工結果が良いこと」は同じではないという点です。分解能が細かくても、取り付けが悪かったり、周辺構成が追いついていなかったりすると、期待した精度改善にはつながりません。逆に、構成が整っていれば、リニアスケールの情報を活かして位置決めの安定感がかなり上がることもあります。ここはスペック表だけで見ず、機械全体のバランスで考えるのが大事かなと思います。
ミクロン単位の感覚がまだ掴みにくいなら、ミクロンとマイクロの違いを現場目線で整理もあわせて読むと、単位感覚と位置精度の話がつながって理解しやすくなります。
クローズドループ制御

スケールフィードバックを理解するうえで外せないのが、クローズドループ制御です。ざっくり言えば、目標位置に対して実際の位置を測り、その差を見て補正をかけ続ける制御ですね。ここで大事なのは、ズレを前提にして、そのズレを埋めるように動きを調整していることです。工作機械の軸制御では、理想的には指令どおりピタッと動いてほしいわけですが、実際には機械要素の誤差や熱の影響があるので、ズレはある程度発生します。そのズレをどう扱うかが、制御の考え方の違いになります。
クローズドループ制御では、スケールやエンコーダなどから返ってきた実際の位置情報をもとに、「まだ目標より足りない」「少し行き過ぎている」と判断し、その差を埋めるよう補正動作を繰り返します。しかもこれは一回だけではなく、高速かつ連続的に行われます。あなたが現場で見るときは、単にセンサが付いているかどうかではなく、返ってきた値を実際に制御へどう使っているかが重要です。表示だけして終わるのと、補正まで回しているのでは意味が全然違います。
たとえば、温度が上がると機械構造がわずかに伸びたり縮んだりして、朝と昼で寸法傾向が変わることがあります。オープンループ的な考え方では、このズレは後から検査して気づくことが多いです。一方でクローズドループ制御では、動作中の位置情報を拾いながら軸の追い込みをかけるので、理論位置ではなく実際の位置へ寄せていきやすくなります。ここが高精度加工や安定加工で効いてくるところなんですよ。
現場でのイメージ
現場感で言うと、オープンループが「たぶんそこへ行っただろう」で進める考え方なら、クローズドループは「本当にそこへ行ったかを確認して進める」考え方です。高精度加工、複数工程で位置関係が厳しい部品、長時間連続運転を行う設備ほど、この違いが効きます。特に、穴と穴のピッチ、複数面の相対位置、段付き形状の重なり、治具との基準関係などは、単純な寸法だけでは見えにくいので、実位置を追える意味が大きいです。
クローズドループ制御は広い概念で、スケールフィードバックはその具体的な実装のひとつと捉えると整理しやすいです。
ただし、クローズドループ制御も万能ではありません。センサ精度、取り付け状態、応答性、ノイズ耐性、制御ゲインの調整などが噛み合っていないと、むしろ不安定になったり、狙いどおりの改善が出にくかったりします。つまり、閉ループにしただけで必ず高精度になるわけではないんです。ここは設備仕様を見るときにかなり大事で、「閉ループ対応」という言葉だけで安心しないほうがいいかなと思います。
さらに言うと、クローズドループ制御は単に精度のためだけではなく、現場の異常検知や原因切り分けにも効きます。動きの結果を見ながら制御しているので、狙いとの差がどのタイミングで出ているかを追いやすくなるからです。加工不良が出たときに、指令、実位置、工具状態、熱の影響を分けて考えやすくなるのは、現場改善のスピードという意味でもかなり大きいですよ。
オープンループとの違い
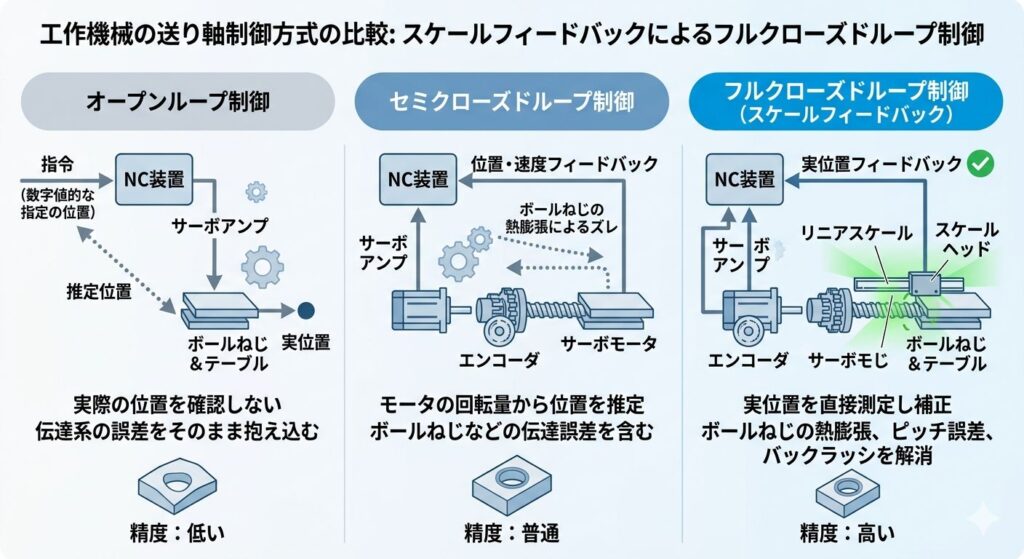
オープンループとの違いを押さえると、スケールフィードバックの意味がかなりクリアになります。オープンループでは、基本的に指令値に従ってモータを動かしますが、最終的な軸位置そのものを確認しません。つまり、動かした量を信じて進める構成です。これに対してスケールフィードバックを使う構成では、最終的な軸位置に近い情報を見て補正できます。ここが大きな違いです。
この差は、ボールねじのピッチ誤差、バックラッシ、熱膨張、組付けずれ、摩耗のような、伝達系の途中で生じるズレに対して特に効きます。モータ側が正しく回っていても、テーブルが狙いどおり動いていないなら、加工品質としては不十分です。工作機械で大事なのは、モータがどう回ったかより、最終的に工具やテーブルがどこにいるかです。ここを押さえておくと、なぜ「モータ側エンコーダがあるのに、さらにリニアスケールを使うのか」が見えてきます。
オープンループは構成がシンプルで、比較的わかりやすく、コスト面でも有利なことがあります。だからすべてが悪いわけではありません。要求精度、機械構成、用途によっては十分に成立します。ただし、実位置を直接確認しない以上、伝達系のズレをそのまま抱え込みやすいです。高精度を詰めるほど、この差が無視しにくくなります。ここ、工作機械ではかなり現実的な判断ポイントですね。
「一般的なNC機はモータ側にエンコーダを持つセミクローズドだけど、それとスケールフィードバック(フルクローズド)を比較します」
閉ループだから全部万能という話ではない
ここで注意したいのは、クローズドループなら何でも万能というわけではないことです。センサ精度、取り付け精度、制御パラメータ、ノイズ対策、配線品質、機械の剛性まで含めて整って初めて効果が出ます。逆に、これらが噛み合っていないと、補正が荒れたり、追従が不安定になったりして、期待したほどの改善が見えないこともあります。なので、単純に「閉ループだから高精度」とは言い切れません。現場で誤解されやすいところですが、かなり大事です。
また、加工条件との相性も見逃せません。切削抵抗が大きく変動する加工、機械の熱が入りやすい連続運転、複数面を跨ぐ位置決めなどではクローズドループの良さが出やすい一方で、そこまで厳しい要求がない場合は、構成の簡潔さや保守のしやすさが優先されることもあります。だから最終的には、精度、再現性、コスト、保守、現場適性をまとめて見て判断するのがいちばん安全です。
CNC制御精度との関係

CNC制御精度とスケールフィードバックの関係は、現場で一番実利が見えやすいところです。リニアスケールのフィードバックを使うと、送り機構由来の誤差を補いやすくなり、位置決め精度や繰り返し精度の安定化に寄与します。特に、精密部品、微細加工、長時間連続運転、温度変化の影響が大きい条件では差が見えやすいです。ここが知りたくて検索しているあなたも多いかなと思いますが、結論から言えば、スケールフィードバックはCNC制御に対して、より現実に近い位置情報を与える仕組みなんですよ。
朝の立ち上がりと暖機後で寸法が変わる、長時間運転で少しずつ位置が流れる、複数工程を重ねると相対位置がずれてくる。こういう現象は、現場では珍しくありません。原因はひとつではなく、ボールねじの発熱、ベッドやコラムの温度変化、周囲環境、切削負荷、主軸熱などが複合して効いてきます。スケールフィードバックがあると、機械が「このくらい動いたはず」ではなく、実際にどこへ来たかを基準に補正できるので、再現性が上がりやすいです。特に寸法の流れが読みにくい現場ほど、この違いはじわっと効いてきます。
CNC制御で差が出やすい場面
差が出やすいのは、穴位置やピッチ精度が厳しい部品、薄肉や微細形状を含む部品、複数面で位置関係をつなぐ部品、夜間や無人運転を含む長時間稼働などです。単発加工なら気づきにくくても、ロットでの安定性や時間経過による傾向を見ると差が表れやすいです。特に、加工後の測定結果を並べたときに、ある方向へじわじわ流れるような傾向が見えるなら、スケールフィードバックの有無や効き方は検討価値が高いです。
また、CNC制御精度という言葉は広いので、単純に位置決めだけではありません。追従性、滑らかさ、補間精度、停止時の収まり、繰り返し再現性など、結果へ効く要素はいくつもあります。スケールフィードバックはその全部を魔法のように改善するものではないですが、少なくとも位置の基準を理論値だけに頼らず、実測に寄せていける点で大きな意味があります。ここが現場向けに言い換えると、「機械が机上の計算ではなく、現実の位置を見て賢く動けるようになる」ということです。
数値データや改善幅は、機械構成、設置環境、加工条件で大きく変わります。あくまで一般的な目安として捉え、正確な情報は公式サイトをご確認ください。
もちろん、精度はリニアスケールだけで決まるわけではありません。主軸精度、工具の振れ、ワーク固定、切削条件、温度管理まで全部絡みます。だから、設備仕様や保証値の最終確認はメーカー資料で見るのが基本です。制御方式や設備導入の判断は、最終的には専門家にご相談ください。ここを断定で決め打ちしないのが大事です。
送りや追従性が結果へどう響くかを別角度で見たいなら、高送り加工とは?デメリットとメリットを現場目線で整理もつながりやすい内容です。

位置決めで重要な理由
スケールフィードバックが工作機械で重要なのは、加工品質に直結するのが最終的な軸位置だからです。穴ピッチ、段差位置、複数面の相対関係、輪郭精度、基準面からの距離などは、最終的にどこへ到達したかで決まります。モータの回転量が正しかったとしても、テーブルや工具位置がずれていれば、結果としては不良や再加工につながります。ここ、すごく当たり前のようで、意外と見落としやすいんですよ。
特に厳しいのは、複数工程で位置関係をつなぐ部品や、はめあい、精密基準面を持つ部品です。単体寸法だけ見れば合っていても、相対位置が流れていると組付けや機能で問題が出ることがあります。たとえば、穴径は合格でも穴間ピッチがわずかにずれていて組付け時に無理が出る、あるいは段差の高さは良いのに基準位置からの関係が崩れている、といったケースですね。ここで効くのが、実位置を見ながら補正する仕組みです。
寸法だけでなく位置関係が重要
現場ではつい寸法値だけに目が行きがちですが、工作機械では位置関係の安定がかなり重要です。特に、複数面加工、治具替えを伴う段取り、同一ワーク内での複数基準の管理では、単独寸法が良くても相対位置が崩れると結果が悪くなります。スケールフィードバックが重要なのは、そうした「加工のつながり」に対して、軸位置をより確かな基準で扱えるからです。これは単に高精度というより、信頼して積み上げられる位置決めを作るための仕組みと言ったほうが近いかもしれません。
スケールフィードバックが効く理由はシンプルで、加工品質に効くのは理論位置ではなく最終的な実位置だからです。
さらに、位置決めが安定すると、原因切り分けも進めやすくなります。加工結果が悪いとき、位置そのものがズレているのか、工具摩耗なのか、熱変位なのか、ワークの固定なのかを分けて考えやすくなるからです。これは現場の改善スピードにかなり効きます。経験だけでなく、観察できる事実を増やせるので、対策が再現しやすくなるんですね。
つまり、工作機械のスケールフィードバックとは、見た目の高機能化ではなく、位置決めの信頼性を上げるための仕組みなんです。ここが理解できると、導入判断や仕様の読み解きもかなり楽になりますし、営業資料やカタログの言葉に引っ張られすぎず、本質で見やすくなるかなと思います。
スケールフィードバックとはなぜ重要か

ここからは、実際に導入や運用を考えるときに何が重要になるのかを見ていきます。センサフィードバックの比較、現場での使われ方、メリット、注意点まで整理すると、スケールフィードバックをどう評価すべきかが見えてきます。単なる用語理解で終わらせず、「自分の現場に必要かどうか」を考えるための章ですね。
センサフィードバック比較
センサフィードバックの比較で大事なのは、何をどこで測っているかです。モータ側エンコーダを見るのか、軸の直線位置を拾うのかで、補正できる誤差の範囲が変わります。同じ「フィードバックあり」でも、中身はかなり違います。ここを曖昧にしたまま設備仕様を見ると、「閉ループだから大丈夫」と誤解しやすいので要注意です。
モータ側エンコーダは構成しやすく、比較的コストも抑えやすいです。その一方で、ボールねじやカップリングなど伝達系の誤差は含みやすくなります。対してリニアスケールは、実位置に近い情報を返せるので、送り機構由来の誤差補正には有利です。ただし、防塵、防滴、取り付け精度、配線、環境対策など、現場でのハードルは上がりやすいです。つまり、性能と手間のバランスを見る必要があるわけですね。
さらに、外部測定機器を工程内や段取り時に併用して、機械単体では見えにくい誤差を把握する方法もあります。これは制御ループそのものとは少し別ですが、工程全体の誤差傾向を掴むうえでは有効です。ただし、運用は複雑になりやすく、測定のための時間やルール作りも必要になります。どれが正解かは、量産なのか試作なのか、極限精度なのか、安定稼働重視なのかで変わります。
| 方式 | 強み | 注意点 |
|---|---|---|
| モータ側エンコーダ | 構成しやすい、コストを抑えやすい | 伝達誤差の影響を受けやすい |
| リニアスケール | 実位置に近い情報で補正しやすい | 導入費、防塵、温度対策が必要 |
| 外部測定併用 | 工程全体の誤差把握に有効 | 運用が複雑になりやすい |
| ハイブリッド運用 | 用途に応じた最適化がしやすい | 設計思想を明確にする必要がある |
比較で見るべき実務ポイント
比較するときは、分解能だけでなく、耐環境性、保守性、設置性、故障時の復旧性まで見たほうが現場では失敗しにくいです。切粉やクーラント、油ミストが多い環境では、精度だけでなく環境耐性がかなり重要になります。クリーンな測定室と現場設備では、同じスペック表でも評価が変わるんですよ。ここを見誤ると、数字上は良くても運用で苦労することがあります。
また、センサの性能だけ見ても不十分で、その情報を制御がどう使うかまで見ないと意味がありません。高性能なセンサを付けても、制御パラメータや機械剛性が追いつかなければ、期待したほどの改善は出ません。逆に、適切なセンサと適切な使い方が噛み合えば、加工の安定感はかなり変わってきます。だから比較するときは、「どの方式が一番高級か」ではなく、「自分の現場でどの誤差をどこまで抑えたいか」で考えるのが正解かなと思います。
工作機械での導入事例

スケールフィードバックの代表的な導入事例は、マシニングセンタや精密研削盤、放電加工機などでの位置決め補正です。X軸、Y軸、Z軸の実位置を検出しながら、目標位置との差を詰めることで、加工精度や繰り返し精度の安定を狙います。特に、長時間運転、微細加工、複数面加工、相対位置が厳しい部品では効果が見えやすいです。ここは実際の加工現場でイメージしやすいところですよね。
現場で実感しやすいのは、同じプログラムでも時間帯で仕上がりが変わる、段取り替え後に寸法の戻りが安定しない、熱が入ると位置が片側へ流れる、といったケースです。こうしたとき、実位置の情報があると、工具摩耗なのか、送り系なのか、熱変位なのかを切り分けやすくなります。単に精度が上がるだけでなく、原因追跡が速くなるのも大きな価値です。現場改善では、この「原因を絞れる」ことがかなり効きます。
導入が効きやすい設備の特徴
導入効果が見えやすいのは、まず要求精度が高い設備です。たとえば、穴位置、段差、ピッチ、相対座標のズレがそのまま機能不良につながる加工ですね。次に、運転時間が長く、熱の影響を受けやすい設備です。暖機前後や連続運転中の傾向差が出やすい現場では、スケールフィードバックによる実位置基準の制御が活きやすいです。さらに、複数工程で位置関係を重ねる設備や、再段取りの再現性が重要な工程でも有効です。
一方で、すべての設備に同じ効果が出るわけではありません。加工対象の精度要求、機械の基本性能、現場環境、保守体制によって価値は変わります。だから、事例を読むときも「この機械で良かったから、うちでも必ず効く」とは考えないほうが安全です。あくまで、どの誤差要因に対して効きやすいのかを見て、自分の現場に重ねるのが大事です。
工作機械でのスケールフィードバックは、位置決め補正だけでなく、再現性の確保とトラブル切り分けのスピード向上にも効きます。
また、導入事例を考えるときは、加工精度だけでなく工程全体で見ることも重要です。位置が安定すると、検査頻度や微調整の手間が減る場合がありますし、若手でも条件の再現性を取りやすくなることがあります。これは直接スペック表に出ないメリットですが、現場ではかなり大きいです。生産の安定感や教育のしやすさにつながることもあるので、単純な数値改善だけで評価しないほうがいいかなと思います。
表面性状とのつながりも含めて考えたいなら、面粗度の読み方を図面記号まで解説もあわせて見ておくと、寸法と仕上がり品質の関係が整理しやすいです。

スケールフィードバックのメリット
工作機械におけるスケールフィードバックのメリットは、位置決め精度の向上、繰り返し精度の安定化、異常傾向の把握、改善の再現性向上です。特に現場でありがたいのは、「なんとなくズレる」を定量的に捉えやすくなることですね。経験や勘だけでなく、実際の動きの情報をもとに改善を進められるので、対策が再現しやすくなります。これは、現場の強さを上げる意味でもかなり大きいです。
位置決め精度の向上はわかりやすいメリットですが、それだけではありません。繰り返し精度が安定すると、同じ条件を再現しやすくなり、段取り替え後の戻りや時間帯によるばらつきの評価もしやすくなります。さらに、異常傾向を早めに掴めるので、問題が大きくなる前に手を打ちやすいです。たとえば、ある方向だけズレ傾向が出る、暖機後にだけ流れる、長時間運転時に収束しない、といった兆候を掴めると、現場の対応スピードはかなり変わります。
教育と標準化にも効く
この仕組みは教育面にも効きます。若手が数値と結果を結びつけて理解しやすくなるので、ベテランの感覚を言語化しやすいんです。「朝はこうなる」「この加工は熱が入るとこう流れる」といった知見を、感覚だけでなく実測ベースで共有しやすくなります。工程設計や条件出しでも、どこを攻められて、どこへ安全率を持たせるべきか判断しやすくなります。これ、現場運用ではかなり大きいですよ。
主なメリットは、位置決め精度の向上、繰り返し精度の安定化、異常傾向の可視化、改善活動の再現性向上です。
さらに、改善活動の質も上がりやすいです。問題が起きたときに、現象だけを見て対処するのではなく、位置情報を軸に「どこでズレたのか」「いつから傾向が出たのか」を追いやすくなるからです。これによって、感覚的な対処から、再現可能な改善へ持っていきやすくなります。数字が見えると、対策の前後比較もしやすいですし、設備変更や条件変更の効果判定も行いやすいです。
一方で、数字が見えるだけでは価値になりません。測定値をどう判断し、どう補正や運用へ反映するかまで設計できて初めて意味があります。ここを飛ばしてしまうと、センサが増えただけで終わりやすいです。だからメリットを活かすには、制御だけでなく現場運用のルール作りも大事なんですよ。設備のログをどう見るか、誰が判断するか、どこまで補正に反映するか。このあたりまで含めて考えると、スケールフィードバックの価値がしっかり出てきます。
導入時の注意点
スケールフィードバックの導入では、精度向上だけに目を向けすぎないことが大事です。リニアスケールは有効な仕組みですが、導入費、配線、保守、防塵、防滴、温度対策、取り付け精度、制御調整など、運用まで含めた負荷があります。工作機械では、現場適性の低い高性能部品より、安定して使い切れる構成のほうが結果的に強いこともあります。ここ、かなり現場的な話ですが本当に重要です。
特にリニアスケールは、取り付け条件の影響を受けやすいです。センサ本体の性能が高くても、取り付け歪み、芯ずれ、汚れ、熱源との距離、保護の状態などによって期待した精度が出ないことがあります。さらに、切粉、クーラント、油ミストが多い環境では、防塵やシール性、メンテナンス性も無視できません。スペック表だけで見ると魅力的でも、現場に入れたら保守が大変で運用が崩れる、というのは避けたいところです。
導入判断で見ておきたい項目
導入前に整理したいのは、まず何の誤差を減らしたいのかです。熱変位なのか、送り系の伝達誤差なのか、長時間運転時の流れなのか、再段取り時の戻りなのか。この整理がないまま導入すると、効果判定が曖昧になります。次に、必要な精度レベルと費用対効果です。要求精度がそこまで厳しくないのに、保守の重い構成を入れると、かえって現場負担が増えることもあります。さらに、制御調整やメンテナンスを継続できる体制があるかも見ておきたいです。
費用や性能は設備構成によって大きく異なります。数値はあくまで一般的な目安として捉え、正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
さらに、精度はスケールフィードバック単体では決まりません。主軸精度、工具の振れ、ワーク固定、切削条件、機械剛性、温度管理など、他の要素も必ず絡みます。なので、フィードバックを入れればすべて解決するという考え方は危険です。ここを単独で過信すると、導入後に「思ったほど良くならない」というズレが出やすいです。
制御仕様の選定や設備導入は、メーカー資料、保証条件、設置環境、加工対象の要求精度まで含めて判断するのが安全です。工作機械は総合戦なので、部分最適だけで決めないことが大事です。現場目線で言えば、いちばん強いのは「高性能な部品」よりも「現場で安定して使い続けられる仕組み」です。だからこそ、導入前には精度要求、設備構成、保守体制、環境条件をまとめて整理しておくのがいいかなと思います。
スケールフィードバックとはの要点

最後にまとめると、工作機械でいうスケールフィードバックとは、リニアスケールなどで実位置を測定し、その情報を制御へ返して加工精度や再現性を高める仕組みです。一般検索では体重計やスマートスケールの話が混ざりますが、金属加工で押さえるべき中心は、位置検出と補正制御です。ここをしっかり切り分けるだけでも、検索結果の見え方がかなり変わると思います。
理解の軸はシンプルで、モータの理論移動量ではなく、実際の軸位置を見て補正すること。ここが、リニアスケール、クローズドループ制御、CNC制御精度、センサフィードバック比較の話をつなぐ共通点です。高精度加工や再現性向上が必要な現場ほど、この考え方が効いてきます。特に、熱変位や送り機構の誤差を含めて位置を見たい現場では、スケールフィードバックの価値はかなり大きいです。
この記事の結論
この記事全体をひと言でまとめるなら、スケールフィードバックとは、工作機械を実位置ベースで賢く動かすための仕組みです。理論上の動きだけでなく、実際の動きを見ながら制御できるからこそ、位置決め精度、再現性、原因切り分けのしやすさに効いてきます。これは高精度設備だけの話ではなく、安定加工や品質管理の考え方としても重要です。
結論をひと言でいえば、スケールフィードバックとは、工作機械を実際の位置を見ながら賢く動かすための仕組みです。
ただし、スケールフィードバックだけで全ての精度問題が解決するわけではありません。主軸、工具、ワーク固定、熱、剛性、加工条件まで含めて総合的に見る必要があります。だからこそ、正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。あなたの現場に合った形で使えてこそ、本当に意味のある仕組みになります。
もしあなたが今、「結局うちの設備に必要なのか」で迷っているなら、まずは現場で起きているズレが、どの種類の誤差なのかを整理するところから始めるのがおすすめです。熱なのか、伝達系なのか、工具や固定なのか。それが見えてくると、スケールフィードバックを検討する意味も、逆に不要だと判断する理由も、かなり明確になります。用語として知るだけで終わらず、現場課題に引きつけて考えると、この仕組みはかなり使える知識になりますよ。

コメント