
きさげ作業とは何?と聞かれると、きさげ加工やキサゲ作業のイメージはあるけど、説明しようとすると意外と詰まるんですよね。しかも最近は、自動化できるのか、どこまで機械で置き換えられるのかが現場課題になりがちです。あなたの職場でも「きさげできる人が減ってきた」「若手に教える時間が足りない」「でも精度や滑りのクレームは増やせない」みたいな板挟み、起きてないですか?ここ、気になりますよね。
この記事では、スクレーパーや電動スクレーパーを使う理由、摺動面に油だまりやオイルポケットが必要な背景、当たりの見方、定盤やストレートエッジの使いどころ、三枚合わせ法や母性原理まで、押さえるべき基礎をまとめます。
きさげ目や坪当たりといった評価の感覚も、設備導入の判断に直結します。「自動化したいけど、そもそも何を守るべきか」が曖昧だと、導入後に“期待してた効果が出ない”が起きやすいので、その地ならしから一緒にいきましょう。
さらに、きさげロボット、画像処理、AI、フォースフィードバック、レーザー加工、レーザーテクスチャリング、表面テクスチャ、自動キサゲ装置による粗加工など、今どこまで来ているのかも整理します。フル自動化だけが答えじゃなくて、部分自動化や標準化でラクになる余地はちゃんとあります。あなたが次に動くための材料を、ここで揃えましょう。
きさげ作業とは?自動化の前提
自動化を考えるなら、まずは「きさげが何を解決しているのか」を分解するのが近道です。平面度や真直度の話だけじゃなく、摺動面の潤滑や摩耗、組立後のクセまで含めて、きさげは“最後の追い込み”を担っています。ここを曖昧にしたまま装置検討に入ると、期待値だけが先行して失敗しやすいんですよ。逆に言うと、目的が分解できれば「ここは機械でいける」「ここは人の判断が要る」が整理できます。
きさげ加工とハンドスクレーピング
きさげ加工が“仕上げ”以上に重要な理由

きさげ加工は、ハンドスクレーピングとも呼ばれる、手作業の精密仕上げです。ざっくり言うと、金属表面の“高いところだけ”を少しずつ削って、平面度・直角度・真直度を追い込む技術ですね。ここで大事なのは、きさげが「削る作業」だけじゃなくて、測って→直すを超高頻度で回しているところです。研削盤や門型MCで“平らっぽく”作るのとは、やっていることの粒度が違います。
この作業の強みは、加工機の能力そのものよりも、当たりを見ながら修正できる点にあります。研削や切削でそこそこ平らにはできても、「組立したら動きが渋い」「負荷がかかったら熱で逃げる」みたいな実機のクセは残ります。きさげは、そういう“最後に効いてくる誤差”を潰していく手段です。設備導入担当のあなたが知っておくと得なのは、きさげは「精度を出す」だけじゃなく、精度を長持ちさせるための作業でもある、という点です。面当たりが偏ると局所摩耗が進んで、結局ガタが出るのが早まるんですよね。
現場感覚の整理
きさげは「きれいにする作業」じゃなくて、機械の基準面を作り、動きを安定させる作業です。見た目の模様より、狙いは機能です。
どこで効く?用途を“部位”で押さえる
きさげは鋳物の案内面(摺動面)で語られがちですが、実際はもっと広いです。たとえば、工作機械のベッドとサドルの当たり、コラムの摺動部、主軸台や刃物台の取り付け面、治具ベースの基準面、現地据付後のレベル調整に絡む接触面など。ここを部位で押さえると、導入検討の議論が一気に具体になります。
もうひとつ、見落としがちだけど大事なのが“修理・再生”です。オーバーホールで摺動面を直すとき、機械加工で削り直して終わり、とはいかないことが多いです。摩耗のクセが出ているので、当たりを見ながら追い込まないと、動きが戻らない。だから中古機再生やレトロフィットでも、きさげ直しが効く場面が多いんですよ。
設備導入担当が押さえたい“きさげの役割”
“できる・できない”の線引きを先に作る
自動化の議論でよく起きるのが、「きさげ=職人技=自動化できない」で止まるか、逆に「AIなら全部できるでしょ」で暴走するか、どちらかです。どっちも危ないです。きさげ加工の価値を、機能ごとに分解して、どこを置き換えたいのか(時間?品質のバラつき?技能継承?)を先に決める。ここができると、次の工程設計がかなりラクになります。
スクレーパーと電動スクレーパー
スクレーパーは“刃物”であり“センサー”でもある
きさげの道具の主役はスクレーパーです。刃先角度、柄の長さ、刃の形状(平、かぎ、ささばき)で使い分けます。ここで大事なのは、スクレーパーが“削る”だけでなく、削るときの反力や引っかかりを通して面の状態を教えてくれることです。職人が「音と手応えで分かる」と言うのは、気合いじゃなくてセンサーの役割を自分の身体がやっている、ということなんですよね。刃がすべる、噛む、ビビる、吸い付くように走る……この感覚が、当たりの偏りや材質のムラ、油膜の状態まで匂わせてくれます。
電動スクレーパーは“省力化の最短ルート”になりやすい

一方で、電動スクレーパー(電動キサゲ)は、疲労を減らしつつ能率を上げるための現実解です。振動で刃を往復させるので、手押しの“しんどさ”がかなり軽くなります。粗削りや均しで活きる場面が多いです。若手が最初につまずくのは、力の入れ方と刃の当て方なんですけど、電動は“押し切る力”より“姿勢と角度”に意識を寄せやすいので、教育にも使いやすいことがあります。
注意:電動化=自動化ではない
電動スクレーパーは「刃を動かす部分」を助けてくれますが、どこを削るか、どの順で追い込むかは人が決めます。自動化を検討するときは、この差を混同しないのがポイントです。
導入前に“狙い”を言語化しておくと失敗しにくい
電動スクレーパーを入れるとき、ありがちな失敗が「とりあえず買ったけど使われない」です。これ、狙いが曖昧だと起きます。たとえば、狙いが“疲労低減”なら、対象は粗取りや広面積の均し。狙いが“教育短縮”なら、当たりの見方と削りの量をセットで教えるカリキュラムが必要です。狙いが“仕上げ品質”なら、電動のストロークや刃先の作り込み、振動のクセまで含めて評価しないといけません。
電動スクレーパー導入のチェック観点
安全面も忘れずに。刃物作業なので、保護具や姿勢、固定方法は現場ルールに従ってください。工具の仕様や使用条件などの正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
摺動面の油だまりと摩擦低減
油だまり(オイルポケット)が効く“タイミング”がある
摺動面で重要なのが、油だまり(オイルポケット)の考え方です。きさげ目による微小なくぼみは、潤滑油を保持して油膜を安定させる役割を持ちます。これが効くのは、立ち上がり・停止・負荷変動みたいに、潤滑条件が一瞬で変わるタイミングです。ずっと一定条件で動くなら問題が出なくても、現場ってそうじゃないですよね。低速で位置決めする、段取りで止めたり動かしたりする、ワーク重量が変わる……こういうときに油膜が切れやすくなって、スティックスリップやかじりのリスクが上がります。
“ツルツル=正義”じゃないのが摺動面の面白さ

現場で起きやすいのは、「寸法は合ってるのに動きが渋い」「低速でギクシャクする」みたいなトラブル。これはスティックスリップや局所接触が絡むことが多く、きさげの油だまりが“効く”領域です。ここで誤解されがちなのが、ツルツル=正義ではない点。鏡面に寄せすぎると、条件によっては油が逃げやすくなって不安定になることもあります。摺動面は“粗さ”というより“油の居場所”を設計している感覚に近いです。
摺動面の話は、表面粗さ(Ra・Rz)や加工目も絡みます。加工目の向き(摺動方向に対してどう入っているか)も効くので、必要なら内部リンクの記事も合わせてどうぞ。
豆知識
油だまりは「深ければ良い」ではありません。相手材、面圧、速度、潤滑方式で最適が変わるので、まずは機能要求から逆算するのが安全です。
設備導入の視点:油だまりを“どこまで機械で作るか”
自動化の文脈だと、油だまりの付与は比較的“機械化しやすい”側に入ります。たとえば、表面テクスチャ加工、微細ディンプル加工、レーザーによるパターン加工などですね。ただし、油だまりの付与がうまくいっても、幾何精度(平面度や真直度)が別問題として残ることがあります。つまり「油だまり=きさげ全部」ではない。ここを切り分けると、議論がスッと通ります。
油だまり設計で押さえたい項目(目安)
| 項目 | 見たいポイント | 現場での確認例 |
|---|---|---|
| 速度域 | 低速での引っ掛かり有無 | 手動送り・低速自動運転での滑り |
| 荷重 | 面圧が高い部分の偏り | 当たりの集中・摩耗の出方 |
| 潤滑方式 | 油膜供給と保持の相性 | 給油間隔・油の粘度・漏れ |
| 表面状態 | 粗さとテクスチャのバランス | Ra/Rz、加工目、当たり模様 |
数値や最適条件は製品や用途で大きく変わります。設計仕様やメーカー推奨を確認しつつ、最終的な判断は専門家にご相談ください。
当たり確認と定盤ストレートエッジ
当たり確認は“作業”じゃなくて“評価系”
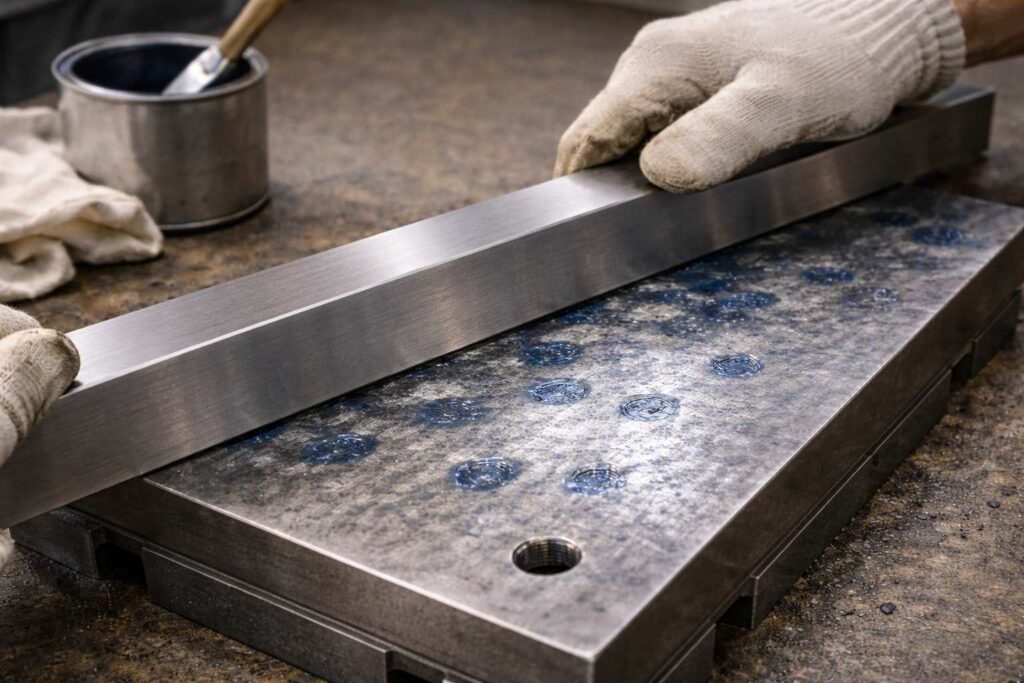
きさげの核は当たり確認です。転写剤(検査用の塗料)を薄く塗って、基準面と摺り合わせる。高いところだけが接触して色が抜ける。その当たりを削って、また確認して……この繰り返しで精度を作ります。ここで一番のキモは、当たり確認は加工工程というより、測定とフィードバックの工程だということです。測れていないなら、何を削っているか分からなくなる。逆に言えば、当たり確認が安定すると、仕上げの再現性が上がります。
定盤・ストレートエッジは“基準の信用”そのもの
ここで重要なのが基準です。定盤やストレートエッジが“基準の物差し”になります。もし基準が曖昧だと、どれだけ削っても迷子になります。設備導入担当のあなたは、現場に定盤があるか、精度管理されているか、検査用の治具が揃っているかを一度棚卸しするといいですよ。定盤があるだけじゃダメで、置き方、温度、清掃、当て方、保管がセットです。ここ、地味だけど効きます。
導入前に押さえたいチェック
標準化のコツ:当たりの“見方”を言葉に落とす
当たりって、見慣れてないと判断がブレます。だから標準化の第一歩は、当たりの“見方”を言葉にして共有することです。たとえば「中央に当たりが集中している=山」「端が強い=反り」「斜めに偏る=ねじれ」みたいに、パターンと意味をセットにする。次に「どこから削るか」の優先順位を決める。これができると、技能継承も、自動化の要件定義も一気に進みます。
定盤まわりの基準づくりの話は、検査治具(イケール)の使い方とも相性が良いので、必要ならこちらもどうぞ。
現場でありがちな落とし穴
転写剤を厚塗りすると当たりが“にじんで”見えます。逆に薄すぎると当たりが拾えない。塗り方と摺り方は、実は作業標準の要です。
三枚合わせ法と母性原理の要点
三枚合わせ法は“基準が無い”状態から基準を作る知恵

きさげを語るときに外せないのが、三枚合わせ法と母性原理です。三枚合わせ法は、絶対平面が無い状態でも三枚を擦り合わせて“真の平面”に近づける考え方。現場の感覚に置き換えると、「AとBを合わせるとAが良く見える」「BとCを合わせるとBが怪しい」「CとAを合わせるとCがズレてる」みたいに、比較の網を作って誤差を炙り出すイメージです。これがあるから、定盤や基準面の世界は“ゼロから作れる”んですよ。
母性原理は“機械だけで超えにくい壁”の説明書
母性原理は、ざっくり言うと「機械は自分の精度以上の精度を生みづらい」という壁です。僅かに湾曲したガイド面を持つ機械で削った部品は、その湾曲を転写した形になりやすい。つまり、加工だけを繰り返しても、誤差の型が残り続ける。ここに、人の手で当たりを見て凸だけを落とす、というフィードバックが入ることで、壁を押し広げられる。これがきさげの価値です。
注意:言葉だけで終わらせない
母性原理を理解すると、「なぜ最後に人が触るのか」が整理できます。自動化検討の会議では、この“理由”が共有されていないと議論が噛み合わなくなりがちです。
自動化検討で効く“論点の整理”
ここからが実務的な話です。母性原理を知っていると、導入検討で次の質問ができるようになります。「この工程は機械の精度に依存する?」「依存するなら、その基準はどう作る?」「測って補正するループは回せる?」。つまり、自動化=機械を入れるではなく、自動化=測定と補正のループを設計するという発想に寄せられます。これ、設備導入の成功率を上げる考え方だと思ってます。
会議で使えるチェック質問
きさげ作業とは?自動化の最新動向
ここからは自動化の話です。結論から言うと、きさげのフル自動化は簡単ではありません。ただ、粗加工の置き換え、当たりの見える化、表面テクスチャの機械生成など、刺さるポイントは確実に増えています。大事なのは「どこを自動化して、どこを人に残すか」を設計することです。あなたの現場が欲しいのは“ロマン”じゃなくて“再現性と安定”だと思うので、そこに寄せて整理しますね。
きさげロボットとカメラ画像処理
画像処理は当たりの“見える化”に強い

きさげロボットの方向性として多いのは、カメラで当たり模様を読み取って、削るパスや削り量を制御するアプローチです。画像処理自体は、今はかなり現実的になっています。塗料の抜け方(当たり)を二値化して、密度や偏りを評価するのは技術として成立しやすいんですよ。人間の目視だと「なんとなく均一」に見えても、画像で見ると偏りがはっきり出ることがあります。これが“標準化の入口”になります。
壁は“当たりを見た後の意思決定”
ただ、ここで壁になるのが「当たりが見えた後、どう削るか」です。削りの順序、面のねじれの推定、局所補正の優先順位。ここは熟練者が頭の中でやっている部分で、ロボットに落とすには設計が要ります。例えば、中央の山を落としてから端を整えるのか、ねじれを先に取るのか、当たり点を増やす工程と形状を整える工程をどう分けるのか。これが整理できていないと、ロボットは“削る”はできても“仕上がる”には届かないんですよね。
導入担当者目線のポイント
ロボット化を検討するときは、いきなり“仕上げ”を狙わず、粗取り・均し・繰り返し検査の自動化からスコープを切ると現実的です。
治具と段取りが“ロボット品質”を決める
ロボットの議論で見落とされがちなのが治具です。きさげは微小除去なので、ワークの固定が甘いと結果が暴れます。さらに、ロボットで繰り返すなら、段取りの再現性が重要です。「置く位置が微妙に違う」「基準面が汚れてる」「塗料の塗り厚が変わる」だけで、画像処理の判定も削り量もズレます。だからロボット化を成功させるには、ロボット本体より先に、段取り設計と作業標準を整えるのが近道だったりします。
ロボット化の“前提条件”チェック
AIで当たり模様を定量評価
AIは“判断のブレ”を潰すのが得意
AIの強みは、当たり模様の“評価のブレ”を減らせることです。例えば、坪当たり(一定面積あたりの当たり点の数)や、当たりの分布の偏りを数値化し、合否判定や次工程の指示に落とし込む。これは人の目視に比べて再現性を出しやすいです。現場でよくあるのは、「この当たりでOKかどうか」が人によって微妙に違うこと。ここが標準化できると、教育も楽になりますし、設備投資の効果も見えやすくなります。
AI評価で狙えるメリット
“良い当たり”を定義しないとAIは迷子になる
ただし、AIの評価は学習データと運用ルールが命です。数値化できても、目的(何を良しとするか)が曖昧だと、結局迷子になります。例えば、摺動面なら油膜保持と安定が目的なので、当たり点の数だけでなく、分布の均一性や偏り、局所集中の有無が効きます。組立面なら、面圧が掛かる場所の当たりを優先することもある。つまり、AIが賢いほど「現場の目的」を食わせる必要があるんですよ。
運用設計:AIを“現場で使える形”に落とす
AI導入で詰まりやすいのは、現場が忙しいときに入力が増えることです。だから、運用設計では「撮るだけで判定が出る」「判定結果が次の作業指示に直結する」まで落としたい。例えば、当たり画像→点数(OK/NG)→次の削りポイントの提示、みたいに“行動”に繋がる形ですね。ここまで行くと、AIは単なる評価ツールじゃなく、工程そのものの一部になります。
現場にフィットさせるコツ
最初から完璧を狙わず、まずは「判定の理由を説明できる指標」から始めるのがおすすめです。ブラックボックスだと現場が信用しにくいんですよ。
フォースフィードバック制御の壁
なぜ力覚(フォース)がボトルネックになるのか
きさげが難しい最大要因のひとつが、力加減です。スクレーパーは刃物なので、押し付け力と刃先角度が少しズレるだけで、削れ方が変わります。ロボットでやるなら、フォースフィードバック(力覚制御)がほぼ必須になります。しかも、必要なのは単純な“押す力”だけじゃなく、刃が噛みそうなときに微妙に逃がす、刃先角度を変える、引っ掛かりを感じて切り込みを浅くする、といった複合制御です。人間は手首と肘で自然にやってますが、機械でやると一気に難易度が上がります。
条件が揺れる:材料・刃・潤滑・固定…全部が影響する
さらに厄介なのが、材料のムラや微小な硬さの差、刃の状態、潤滑の有無など、条件が揺れること。人は音や振動で「危ない兆候」を先に感じて回避しますが、機械はそれをセンサーと制御で再現する必要があります。たとえば、同じFC材でも鋳肌の違いや局所の組織で削れ方が変わることがありますし、刃先の研ぎ状態が少し落ちるだけで“食い込み”が増えることもあります。これ、現場だと普通の話なんですけど、自動化では全部リスクになります。
注意:ここはコストが跳ねやすい
高精度の力覚センサー、剛性の高いロボット、治具の精度、振動対策……積み上げると投資額が膨らみがちです。数字はあくまで一般的な目安ですが、段階導入の設計が現実的です。
突破口は“全部をやらせない”設計にある
じゃあ無理なの?というと、私はそうは思ってません。ポイントは、フォース制御が必要な“難所”を避ける設計にすることです。例えば、粗加工は別工法(自動キサゲ装置や加工機)で面を整えて、ロボットは軽いタッチで均しと評価ループに寄せる。あるいは、表面テクスチャはレーザーや微細加工で担保して、形状追い込みは別工程に分ける。こういう分業設計だと、必要な力覚制御のレンジが狭くなって、現実味が出ます。
正確な仕様や費用感はメーカー資料や公式情報をご確認ください。最終的な判断は専門家にご相談ください。
レーザー加工で表面テクスチャ再現
レーザー加工は“テクスチャの再現性”で強い
最近の面白い流れが、レーザー加工で表面テクスチャを作るアプローチです。きさげの目的のうち「油だまりを作って潤滑を安定させる」部分は、レーザーテクスチャリングで狙いやすい領域です。非接触で加工できるので、工具摩耗や刃のクセに引っ張られにくいのが利点ですね。さらに、データに基づいて同じ模様を繰り返し作れるので、量産や標準化とも相性が良いです。
“きさげ再現”の一次情報はメーカー公式が強い
レーザーでのきさげ再現については、メーカーが技術紹介として公開している情報が一次情報として参考になります。例えば、職人が加工した面形状を計測し、その凹凸をレーザーで再現する、という流れは「測定→目標形状→加工」の設計として分かりやすいです。
勘違いしがち:表面機能と幾何精度は別物になりやすい
ただ、ここで勘違いしがちなのは、レーザーで模様を作っても、それだけで平面度や真直度が保証されるわけではない点です。レーザーは“表面の機能”には強いけど、“幾何精度の追い込み”は別枠になりやすい。なので導入検討では、レーザーでどの機能を置き換えるのかを明確にするのが大事です。たとえば、摺動面の油膜保持を狙うのか、リンギング抑制を狙うのか、特定範囲にオイルポケットを付けたいのか。目的が決まると、評価方法も決まります。
相性が良いケース
量産で同じパターンを再現したい、特定範囲だけオイルポケットを作りたい、後工程で表面機能を付与したい、といった要件ではレーザーの価値が出やすいです。
導入のコツ:評価は“摩擦”だけで終わらせない
表面テクスチャの評価は、摩擦係数だけで終わらせると危険です。実機では、摺動の安定性、発熱、油の保持、摩耗の進み方、清掃性まで絡みます。だから評価は、できれば「低速での滑り」「停止・再始動の挙動」「一定時間運転後の発熱」「当たりの変化」みたいに、現場の困りごとに直結する項目で見るのが良いかなと思います。
最適条件は用途で変わります。正確な仕様は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。
きさげ作業とは?自動化の結論と選び方
結論:全部置き換えない方がうまくいくことが多い

最後に結論です。きさげ作業とは自動化を考えるとき、私は「全部置き換えようとしない」が現実的だと思っています。きさげの価値は、幾何精度の追い込み、摺動面の油だまり、組立後の微調整まで含む“総合技”にあります。だからこそ、分解して狙い撃ちするのが強いです。あなたの現場で本当に困っているのは何か(人がいない?時間がない?バラつき?クレーム?)を起点にすると、投資判断がブレにくいですよ。
導入判断の整理(おすすめの考え方)
| 狙う領域 | 現実的な手段 | 向いている状況 | 注意点 |
|---|---|---|---|
| 疲労低減・能率 | 電動スクレーパー | 人はいるが負荷が高い | 判断は人に残る |
| 粗加工の短縮 | 自動キサゲ装置 | 大型面の粗取りが重い | 仕上げは別工程 |
| 当たり評価の標準化 | 画像処理・AI | 判定のブレが課題 | 基準づくりが必須 |
| 油だまりの再現 | レーザー加工・表面テクスチャ | 量産・パターン再現 | 幾何精度は別管理 |
| 仕上げの置き換え | きさげロボット+力覚制御 | 高度な投資が可能 | コスト・開発難度が高い |
現場で効く“最初の一手”をおすすめするとしたら
設備導入担当としては、まず「粗加工だけ自動化して職人の仕上げ時間を守る」か、「当たり評価をデジタル化して標準化する」あたりが、投資対効果を出しやすい入口になりやすいです。逆に、いきなりフル自動化を狙うと、力覚制御や治具精度、評価基準の整備で沼りやすいので注意です。自動化って、機械の導入より“運用の設計”の方が難しいことが多いんですよ。
基準が整うと、現場は一気に安定する
そしてもうひとつ。自動化を進めるほど、基準面や図面の読み取り、測定条件の統一が効いてきます。基準の考え方に不安があるなら、先にここを整えるだけでも現場は安定しますよ。基準が整うと、当たり評価も、AI評価も、ロボットの段取りも全部ラクになります。
免責とお願い
この記事の数値や工法の話は、あくまで一般的な目安として整理しています。材質、サイズ、設備仕様、潤滑条件、精度要求で最適解は変わります。正確な情報は公式サイトをご確認ください。最終的な判断は専門家にご相談ください。


コメント